Updates:
- 2022/11/21: published
- 2022/11/19: starting writeup
Introduction
Formnext 2022 was a 4 days Additive Manufacturing (AM) event in Frankfurt (Germany) November 15-18 2022, and it had ~750 exhibitors, two huge halls numbered 11 and 12 each with two floors. I attended the 4 days and it was pretty overwhelming. I try to give an overview, for myself to process what I saw, and perhaps for you who couldn’t attend.
E3D Online
E3D is an old timer among 3D printing enthusiasts, so I start with their booth:






I was surprised to get to know E3D manufactures for UltiMaker their CC printcore.
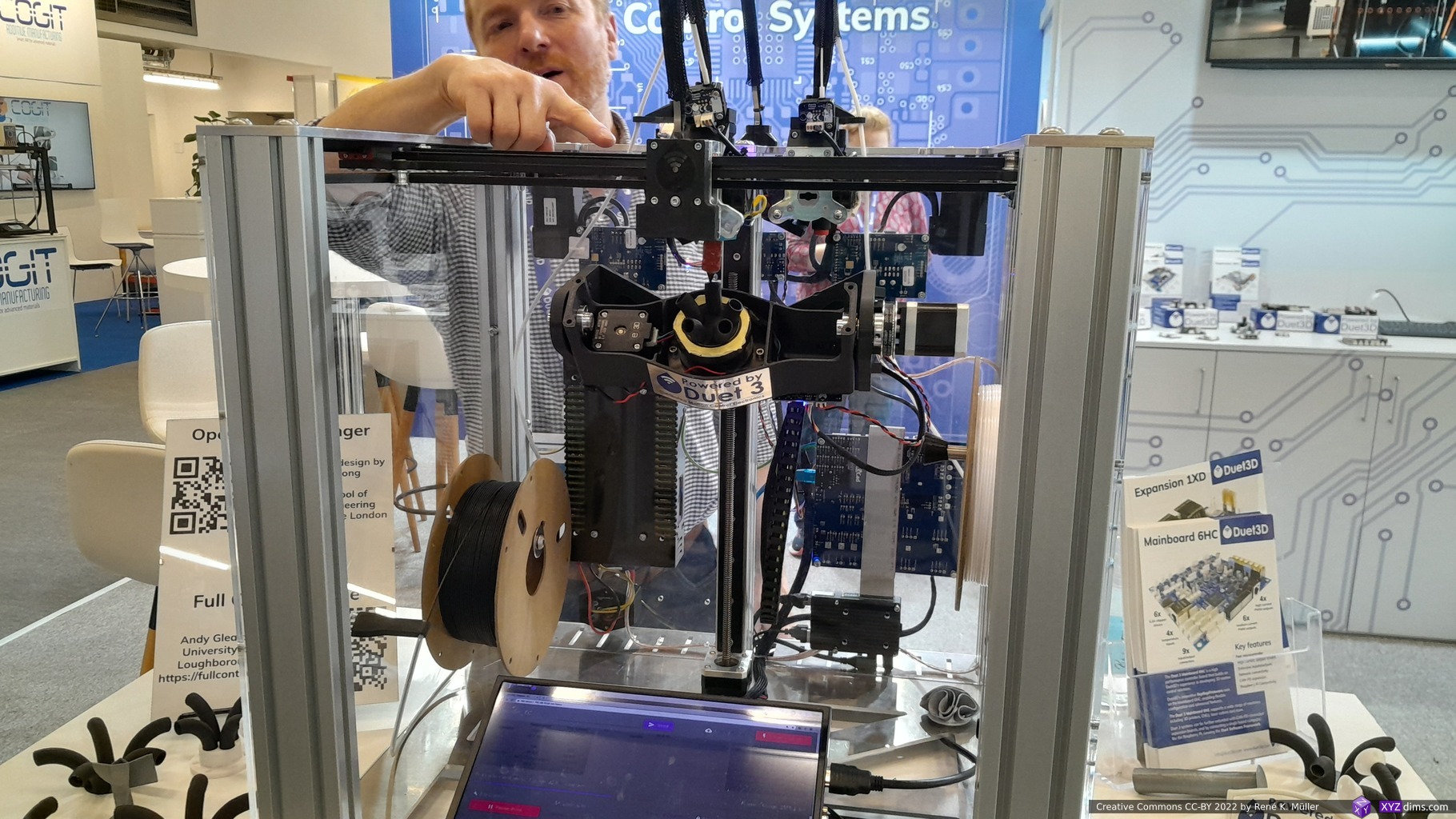
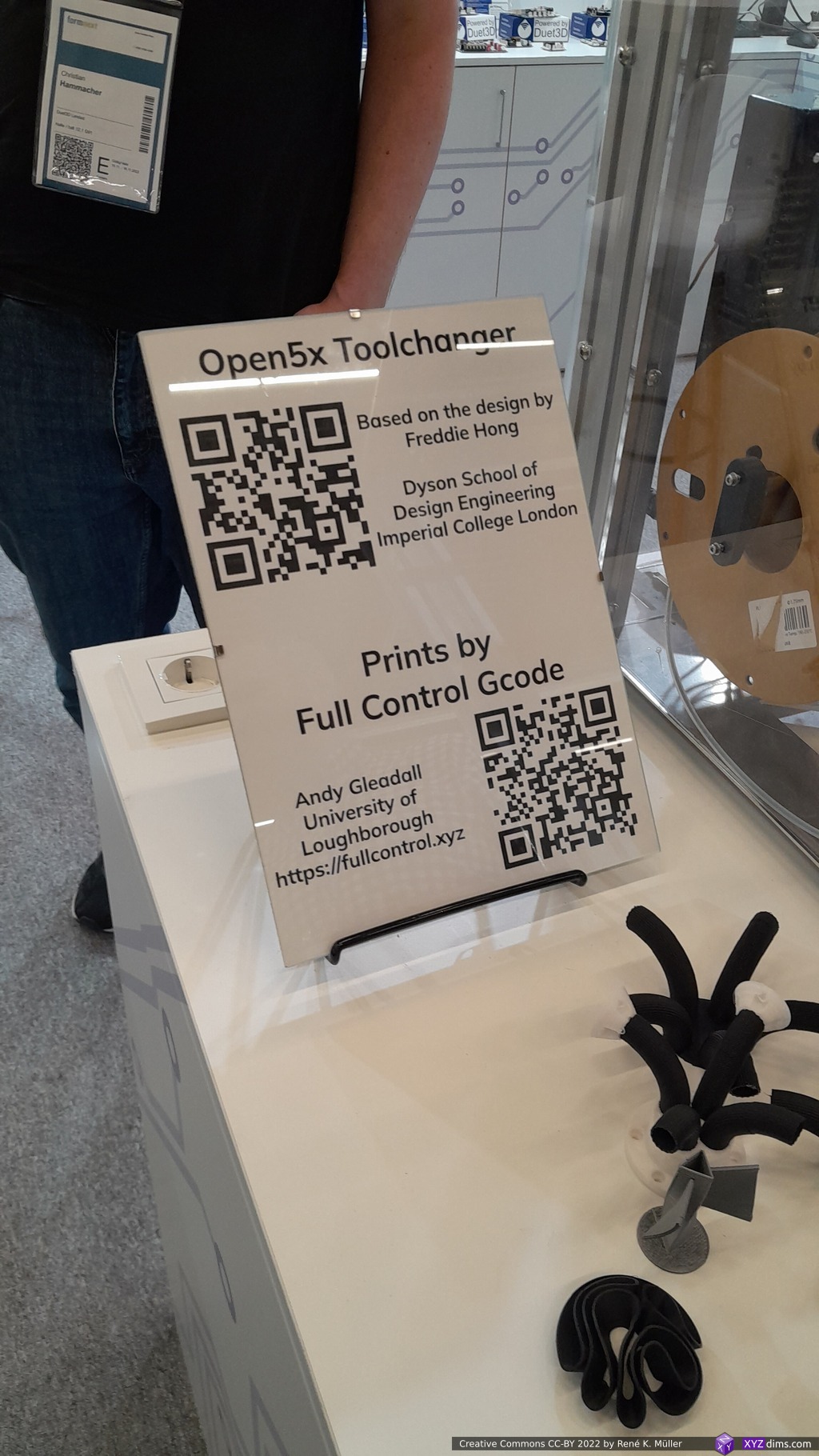
Duet3D
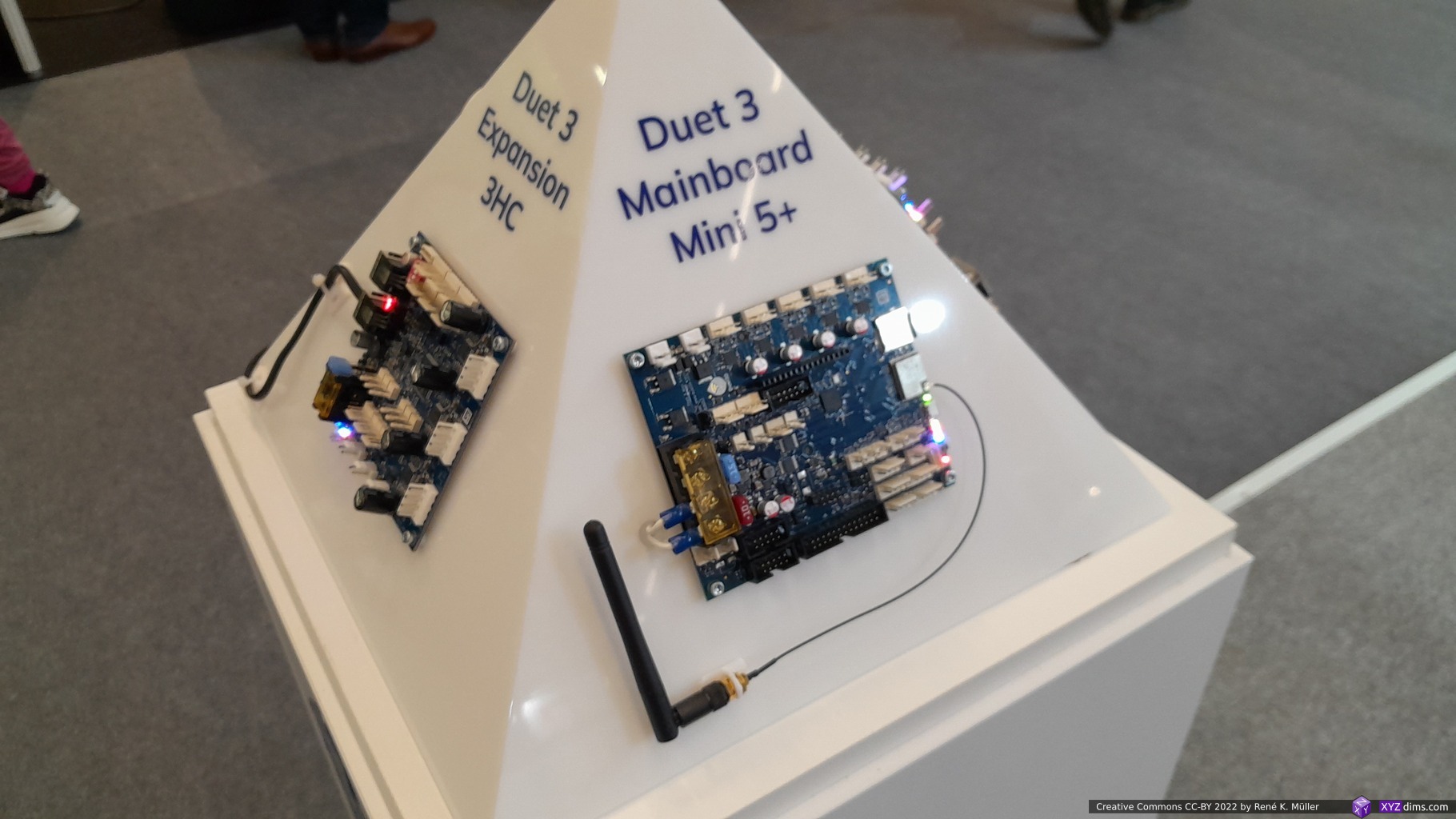
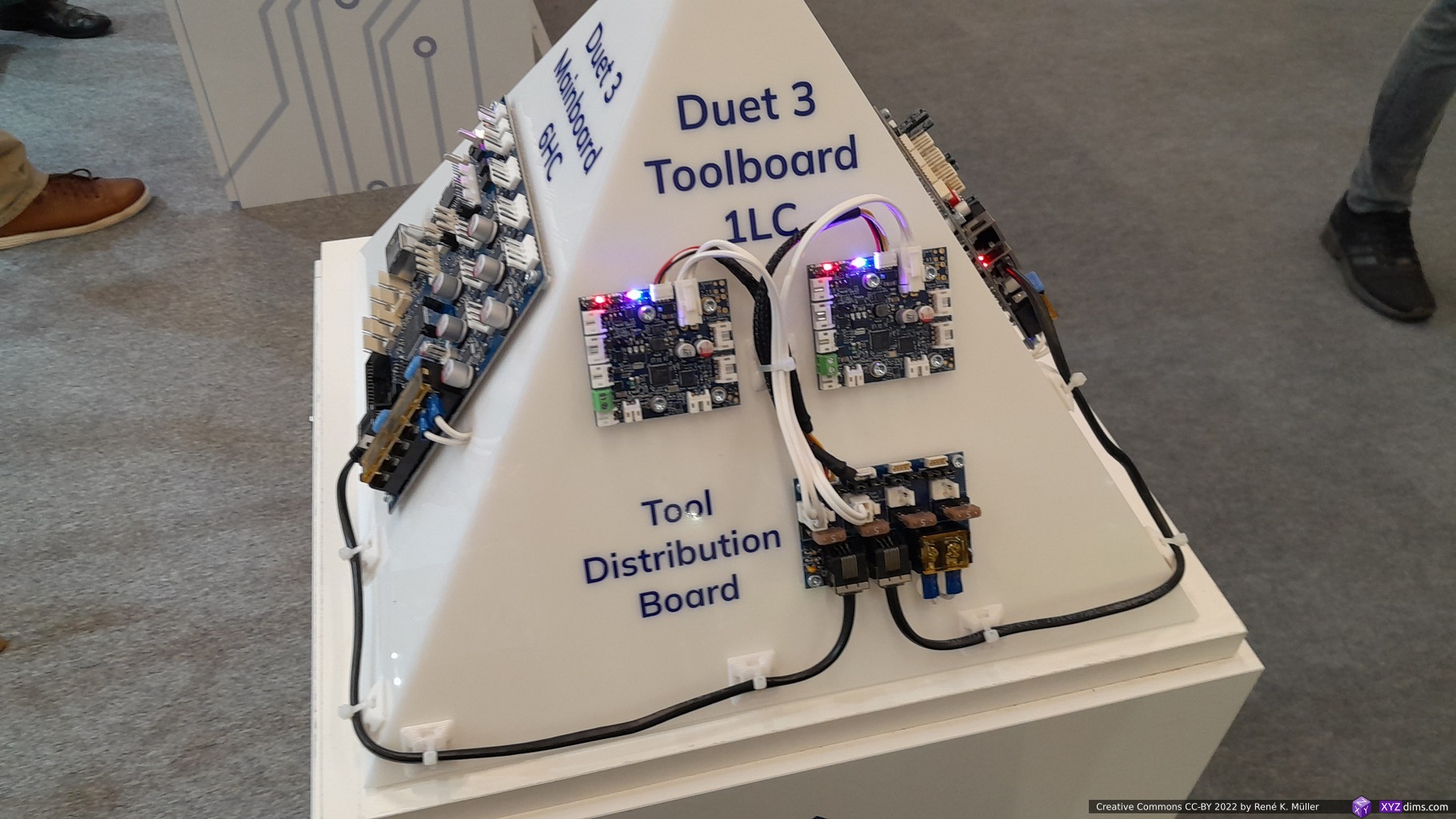
Duet3D is a small UK-based company, but very influential due their excellent and often praised customer support and support forum aside of their slowly expanding board selection:
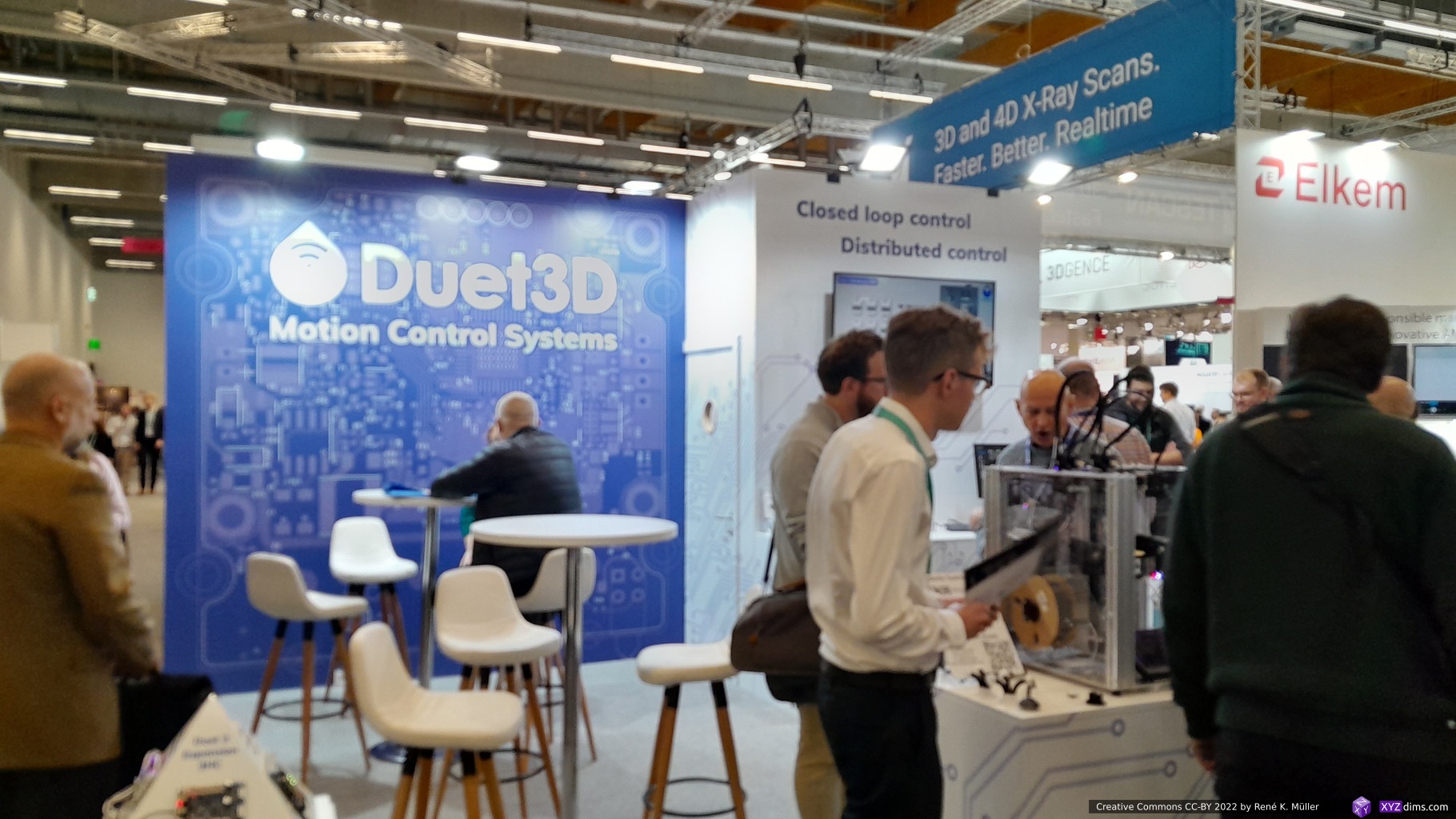

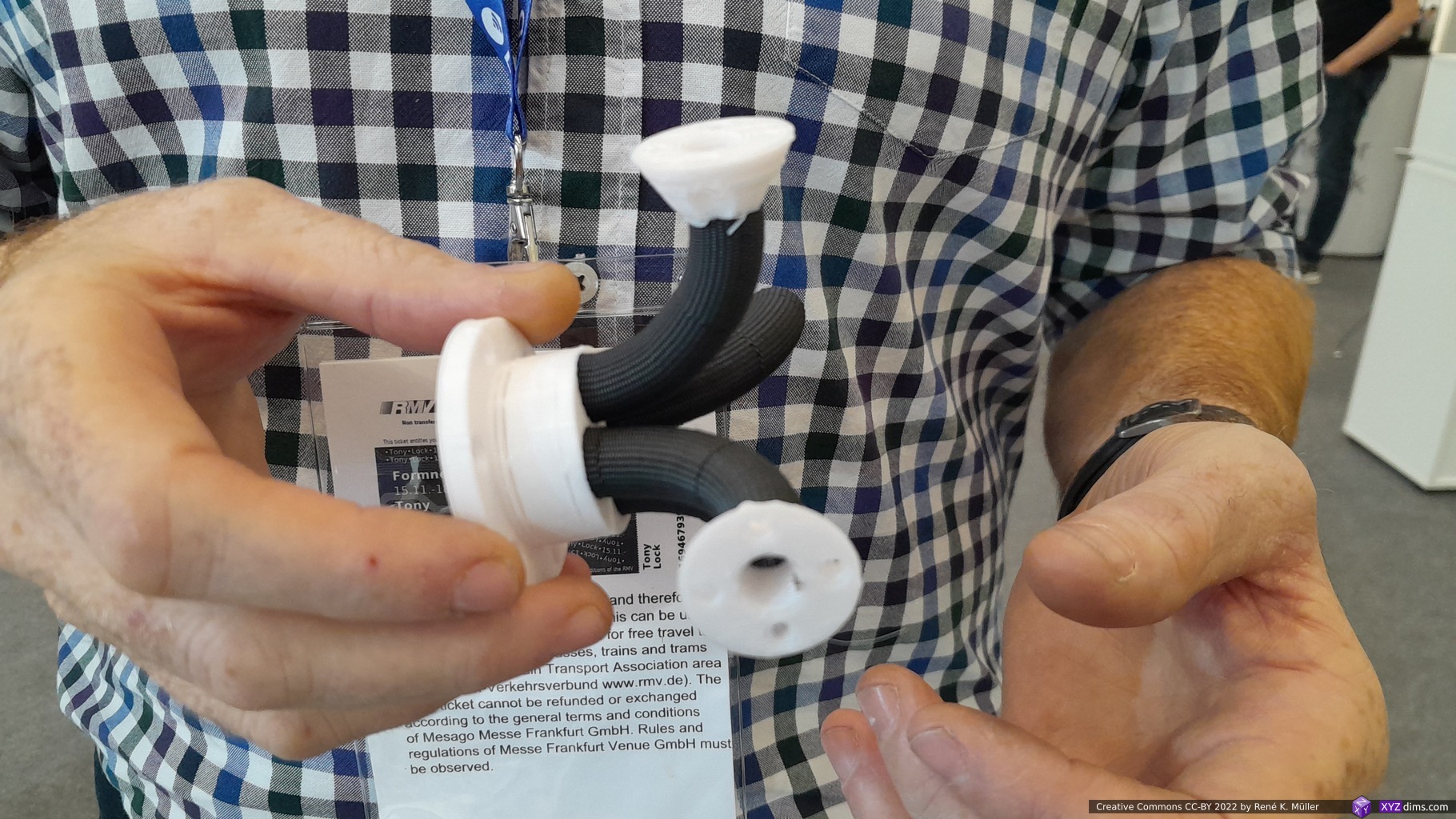
I met Tony Lock, and we discussed current state of multi-axis support in Duet/RepRapFirmware, and he showed me the Open5X by Freddie Hong printing non-planar as crafted by FullControl.xyz

I briefly pitched my new tool VirtualGcodeController (vgcodectl) which sits between printing program and the device, and able to change G-code on the fly, transparently bi-directional – as I was told Duet has an alike infrastructure called Duet Software Framework (DSF) which I wasn’t aware of.
Also check this brief interview by Mihai Design:
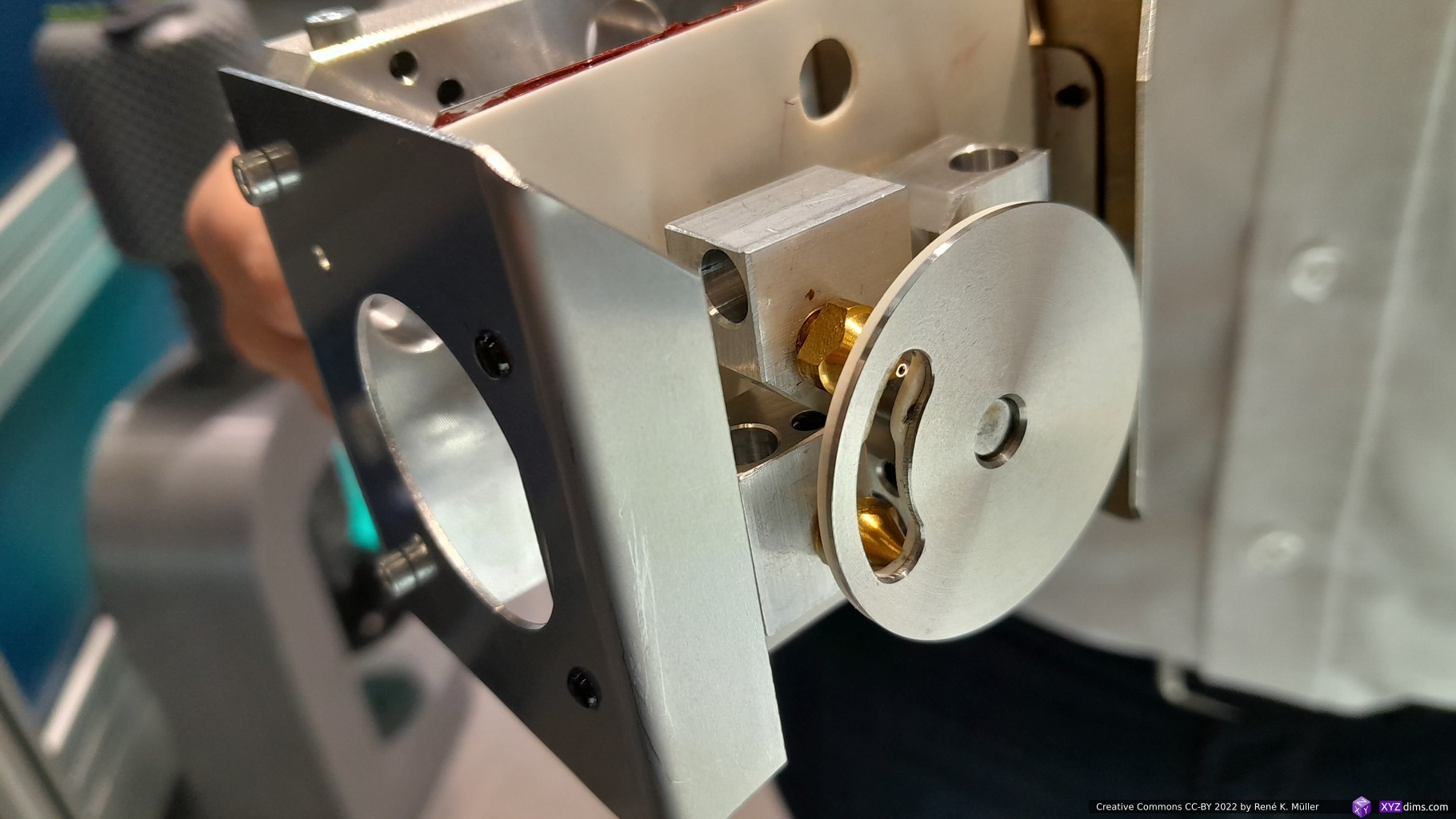
Multec
At german-based Multec booth I saw a multi-printhead setup with a rotating seal to prevent the inactive printheads leak filament – and a precise mechanism to lift the inactive printheads (patented):




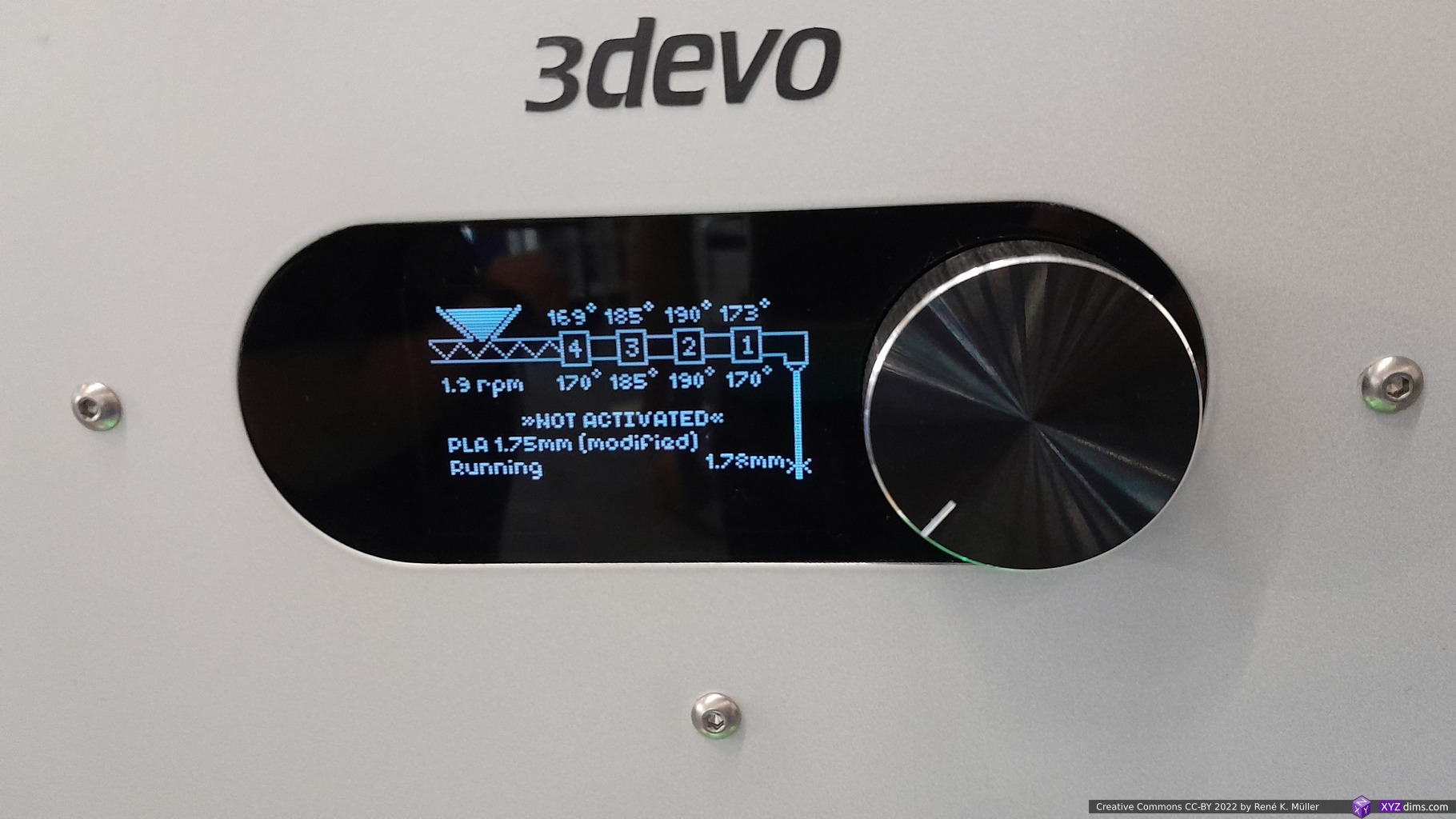
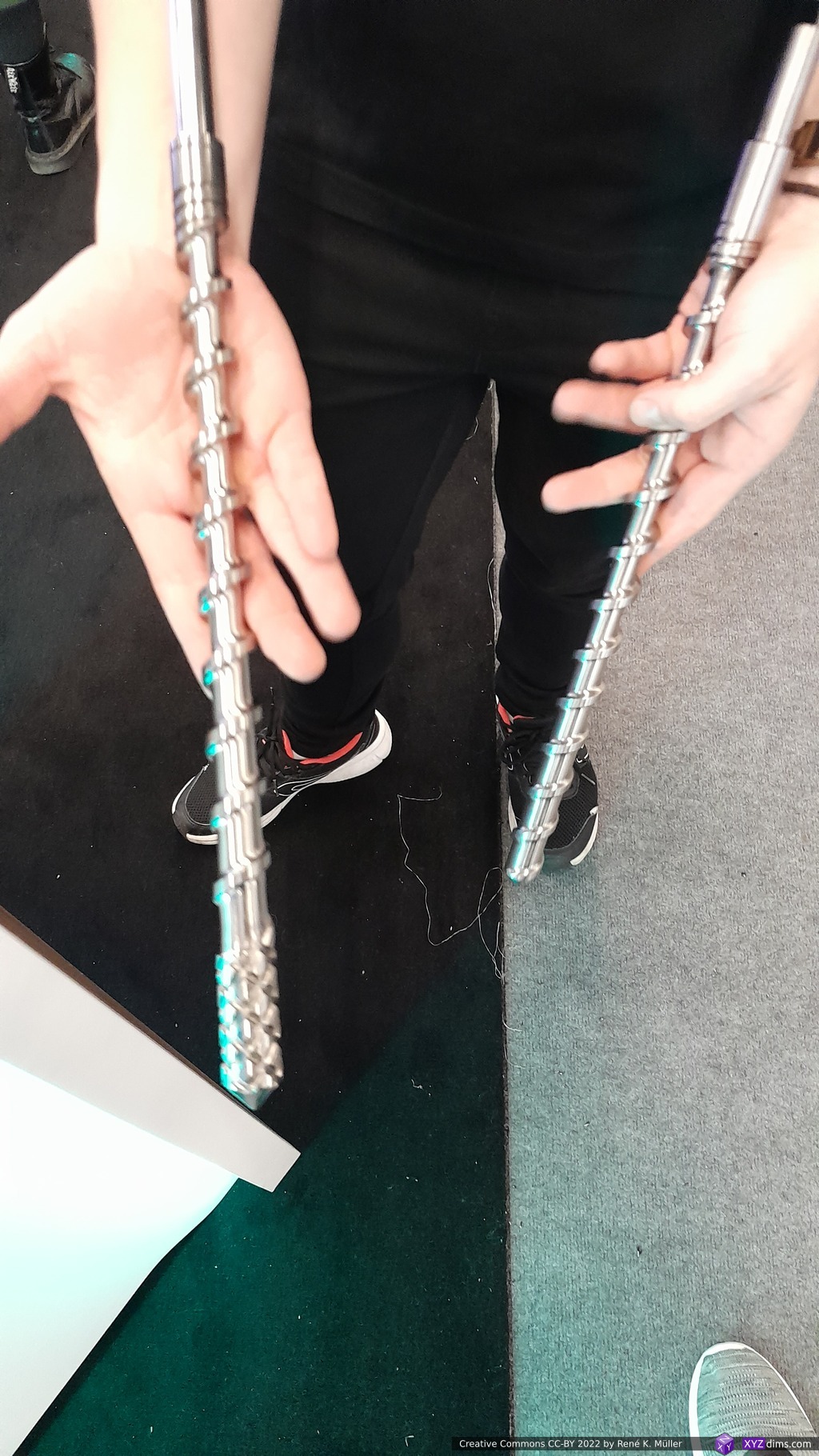
3devo
Dutch-based company providing infrastructure to mix and extrude your own filament, not just for mixing different colors, but also different materials and achieve custom material properties – the only downside is the price-tag of those desktop filament extruders starting at 10K EUR – which is too high for its functionality for prosumers, and seems to aim for R&D departments of larger companies.





Commercial Slicers
As I have been entering slicing development more seriously, and closely paid attention to possible competitors or collaborators – and interestingly, the majority responded positively when I approached them:
CreateItREAL
A small danish company, who recently patented interlocking (Z-offsetted layers) printing patterns.

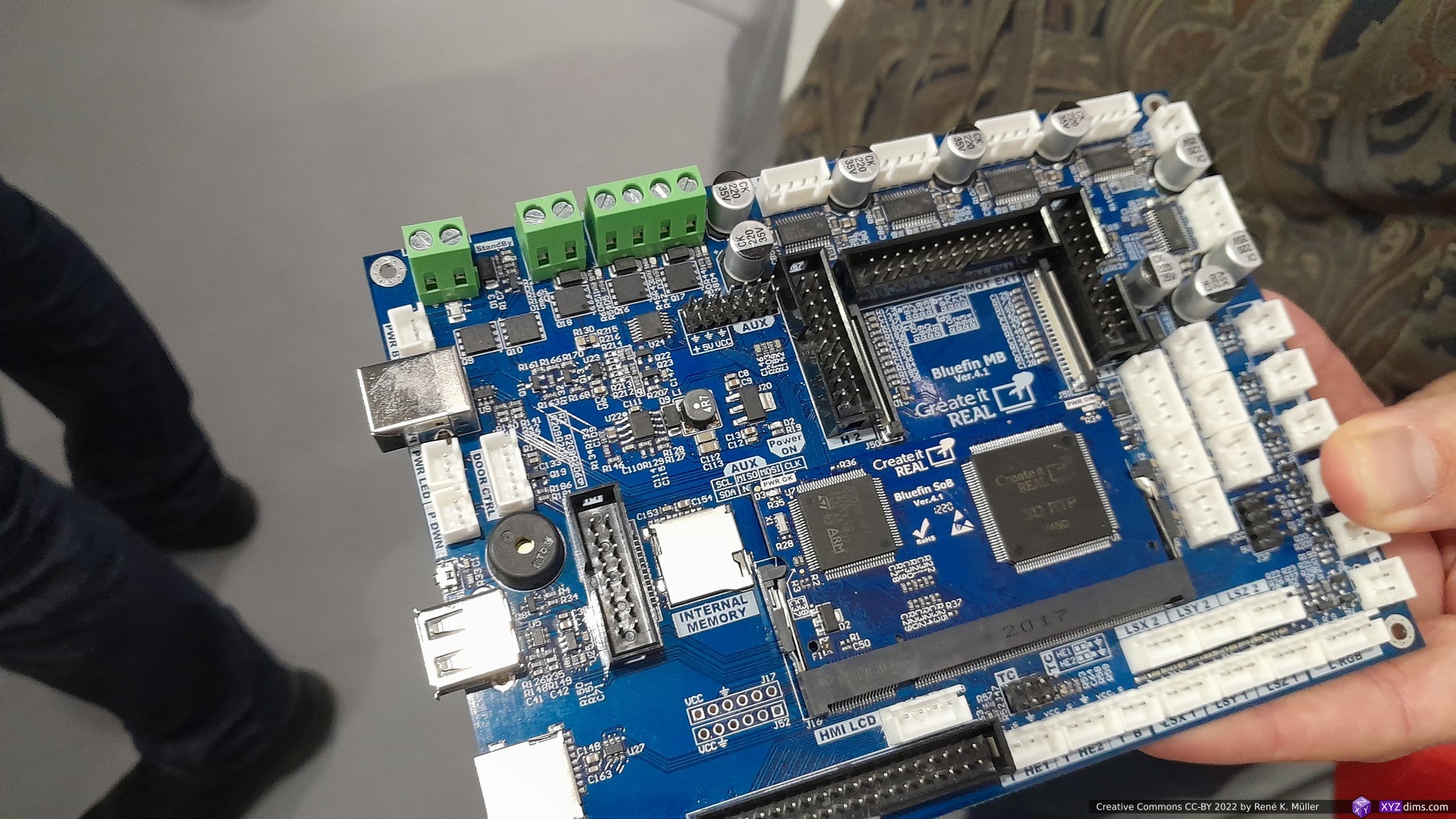
I had a brief chat with Folmer Gringer Brem about industrial slicer capabilities and customer needs, and what I have researched the past year.
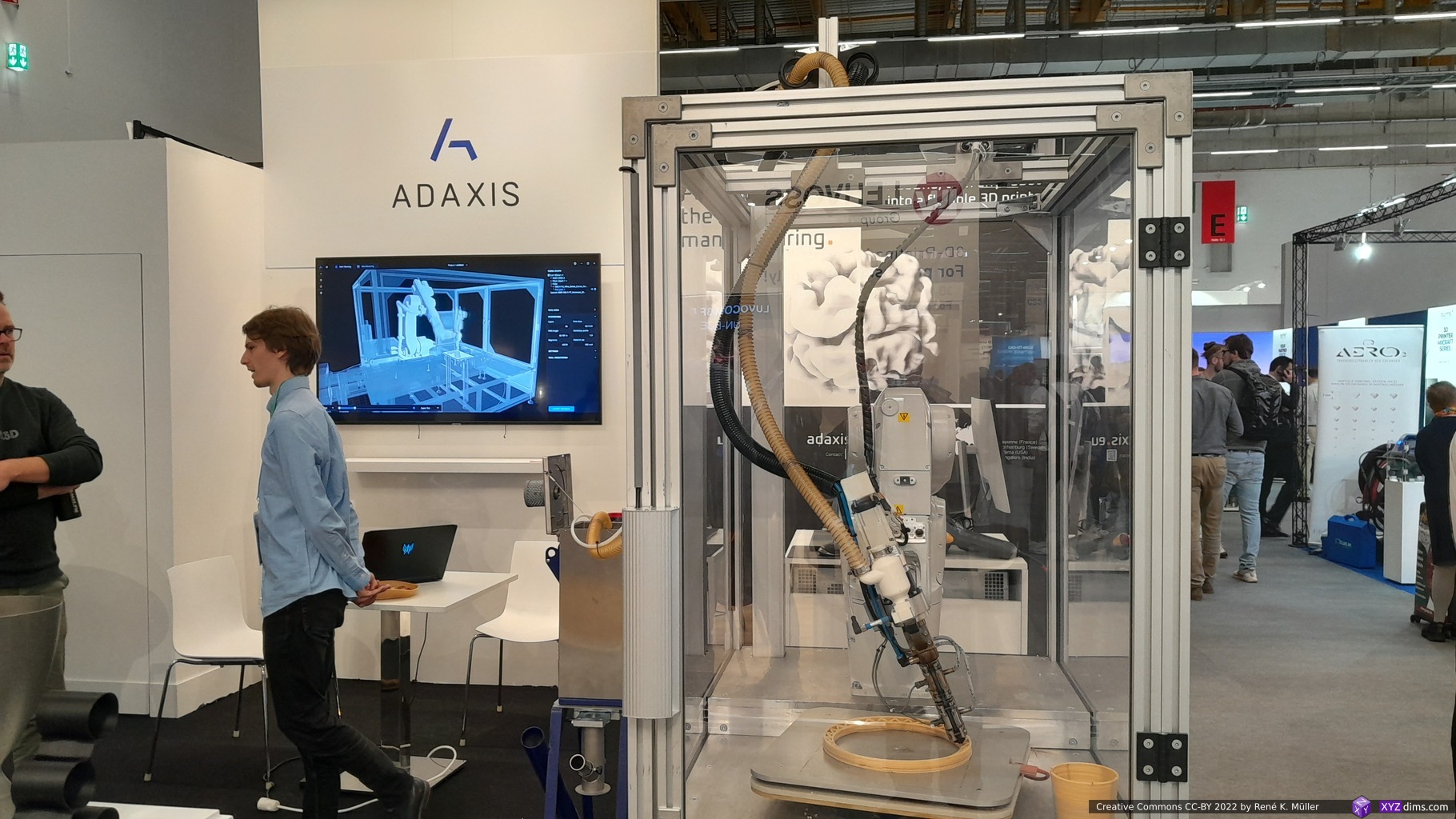
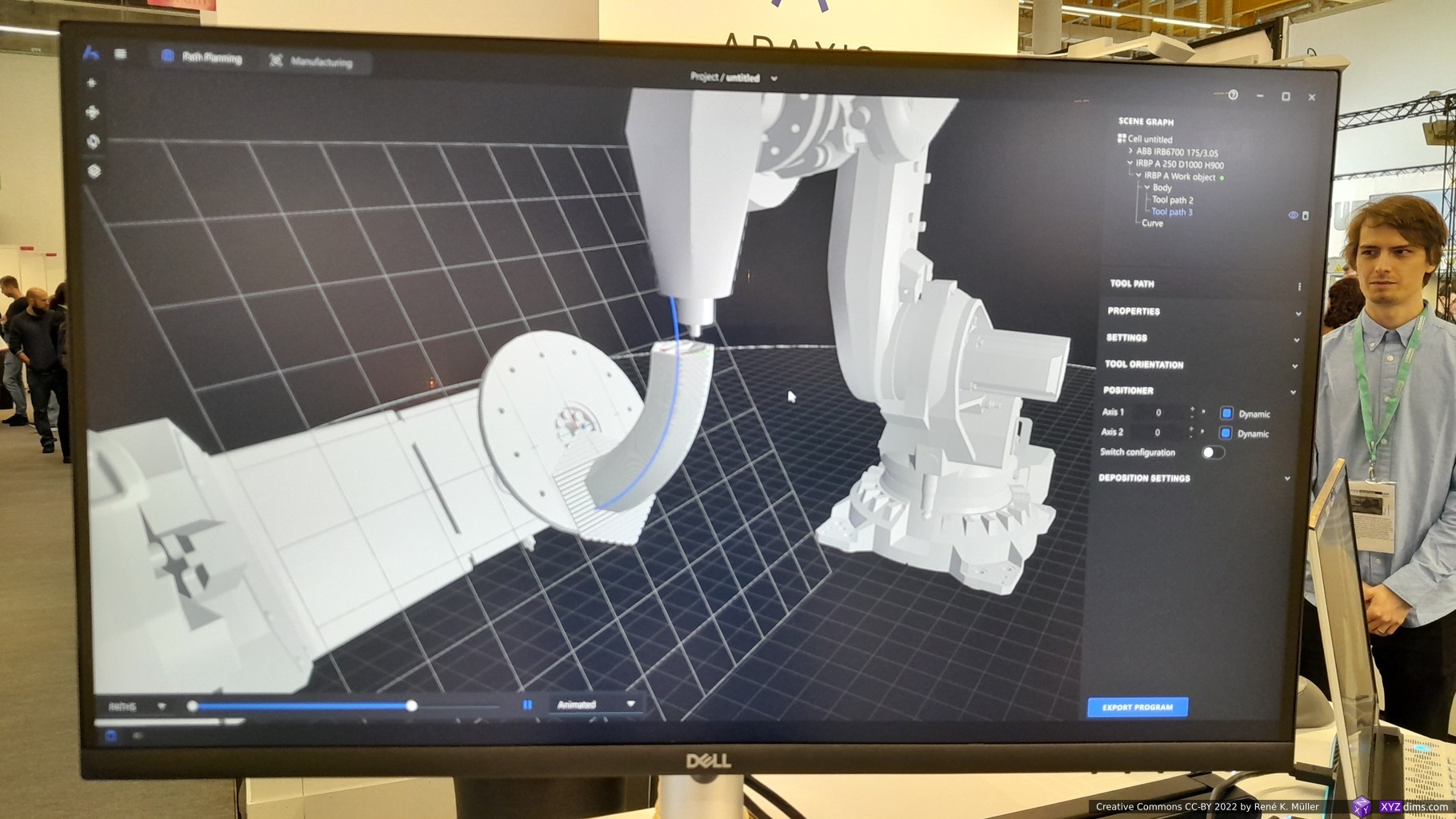
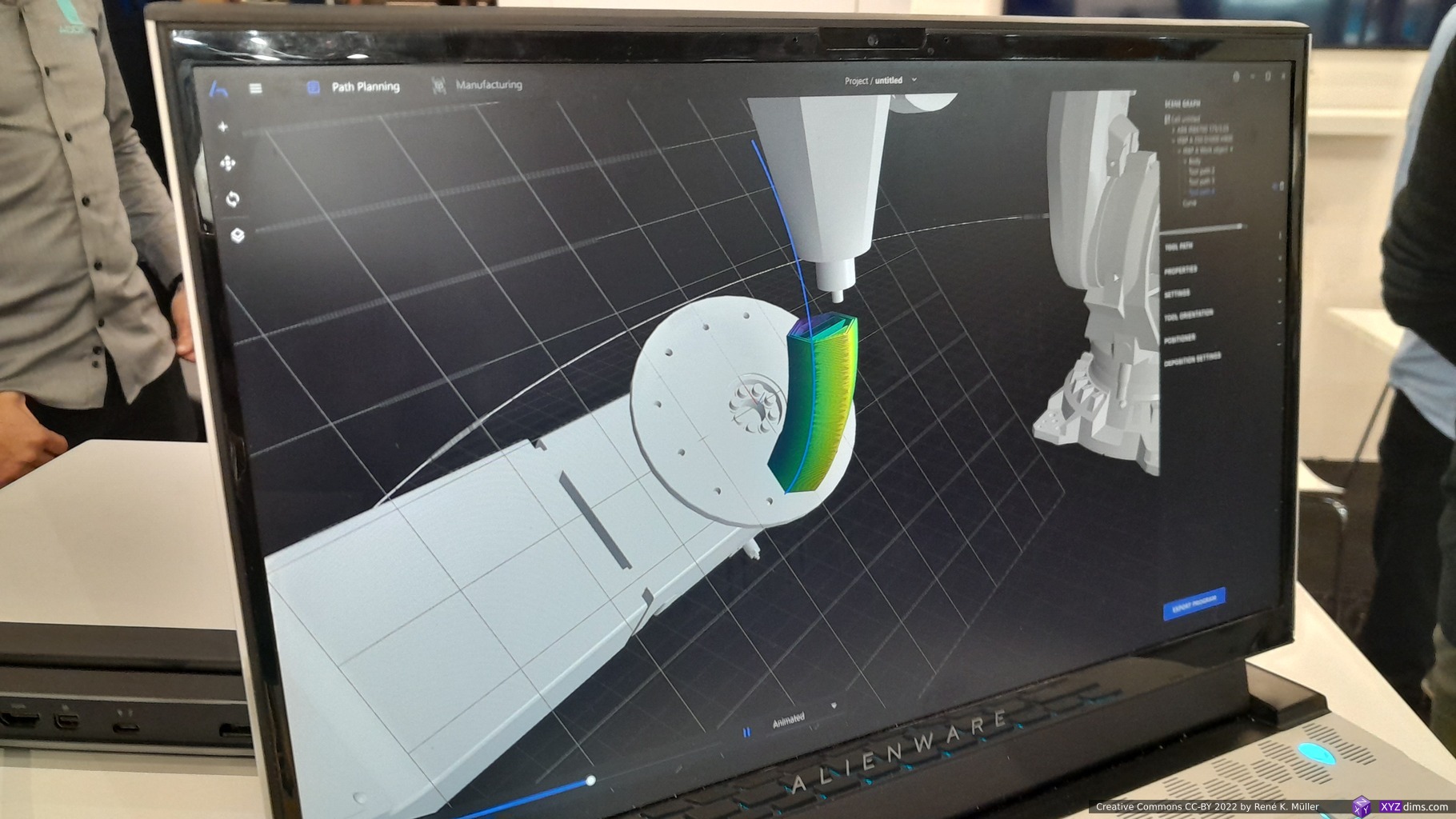
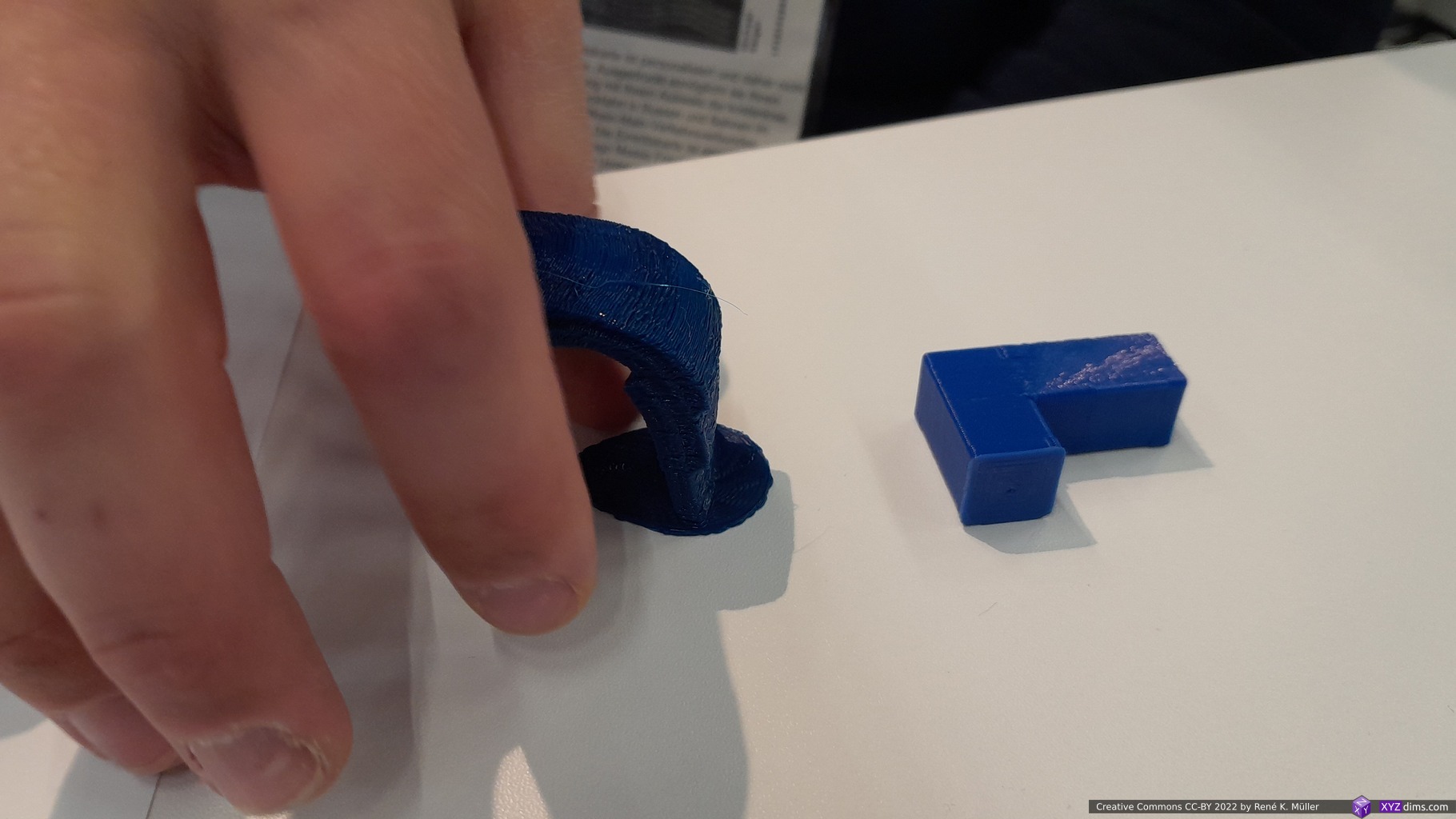
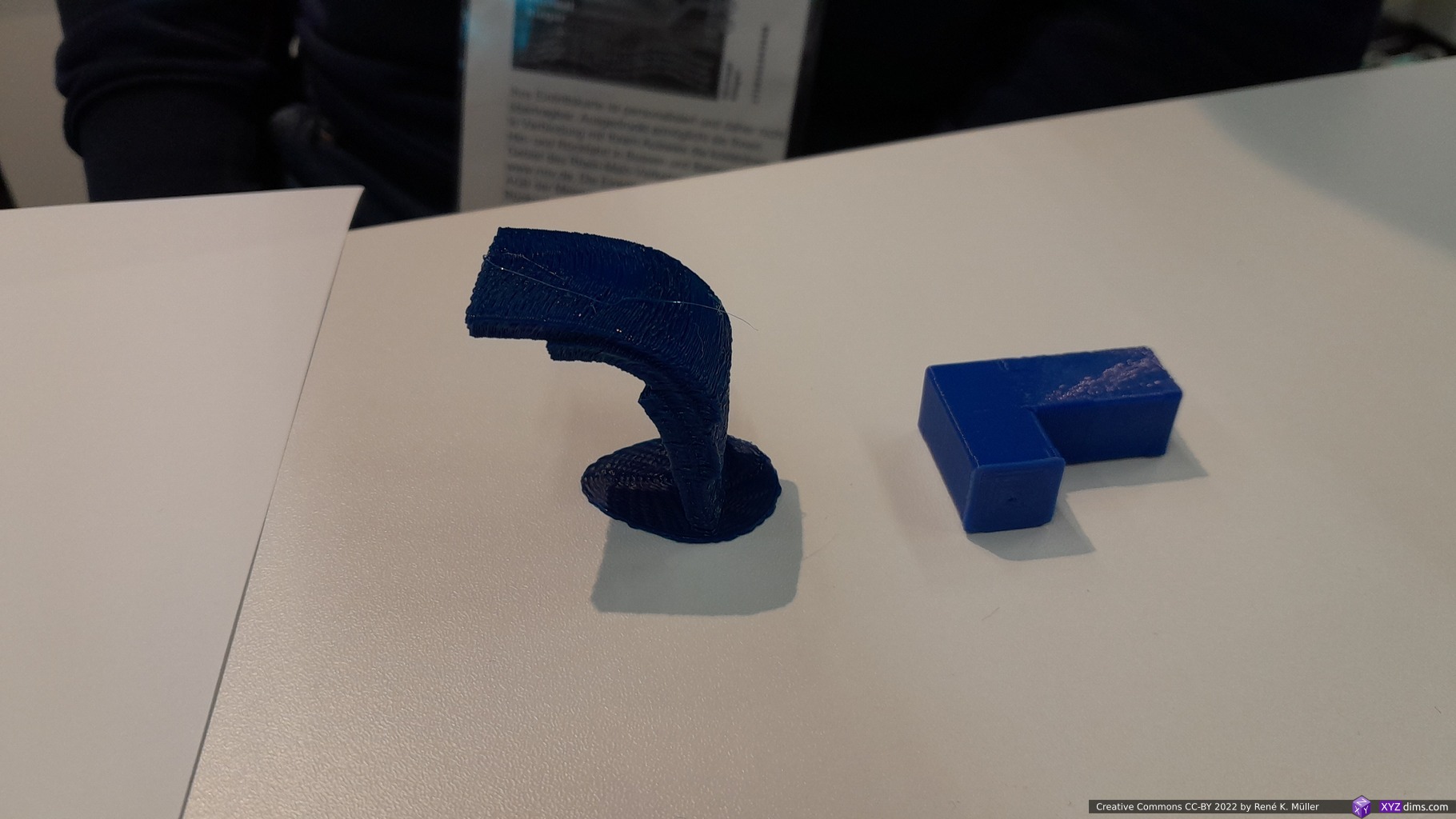
Adaxis
A new french company is providing non-planar 5-axis slicer with a nice GUI, and were open enough to give an actual demo and I was impressed by the responsiveness of the GUI but were tight-lipped to reveal anything about the internals – 5-axis slicer with infill patterns:


FreeD Printing
A small 2 person german company, a spin-off from the university Bochum, also coding 5-axis non-planar slicer, showing a small desktop 6-axis robot to print an overhang model, their own logo, and it has infill – which means, they actually did properly slice 5-axis G-code. They were reluctant to go into the details, as their IP represent their core asset as a company:


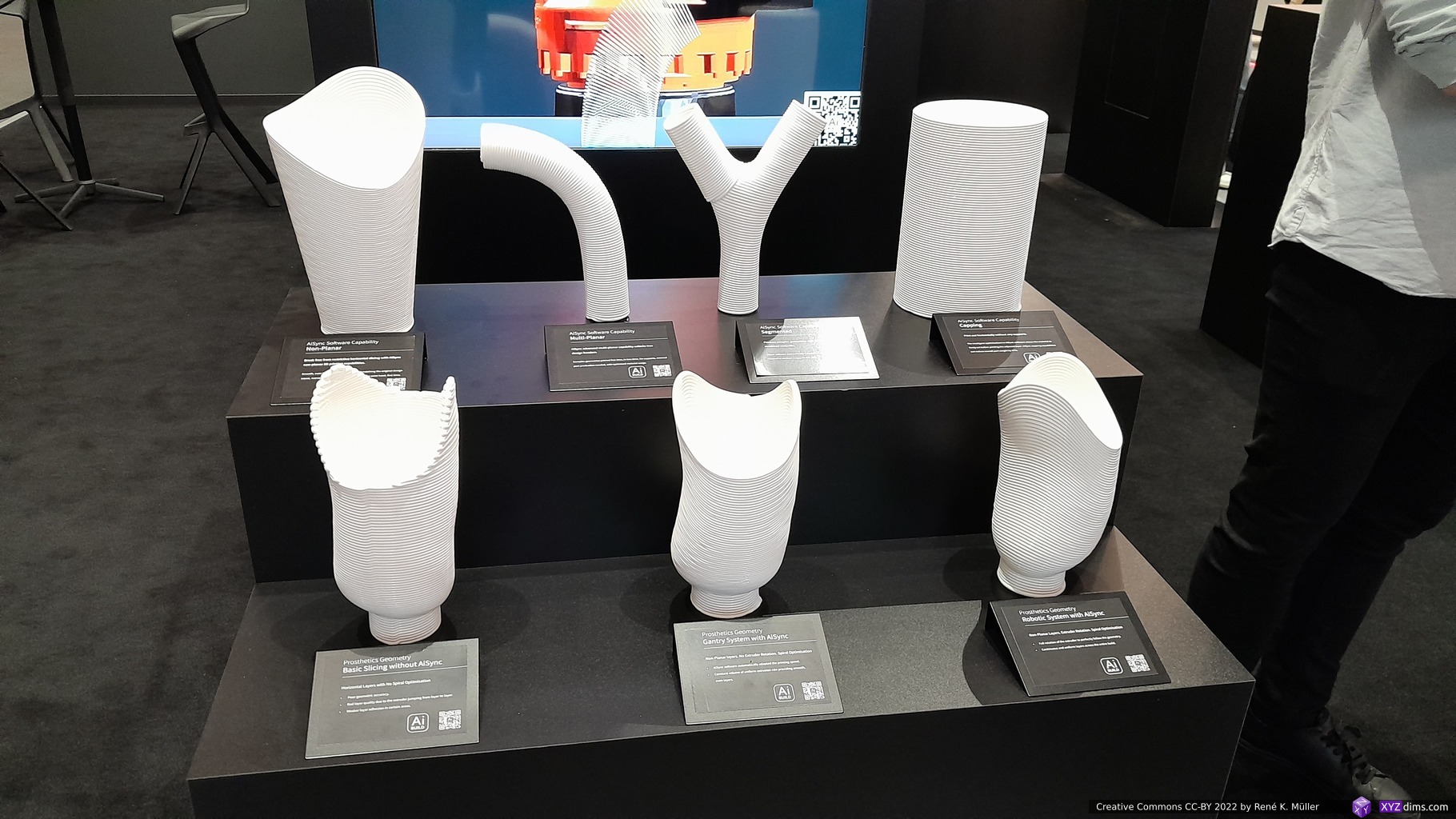
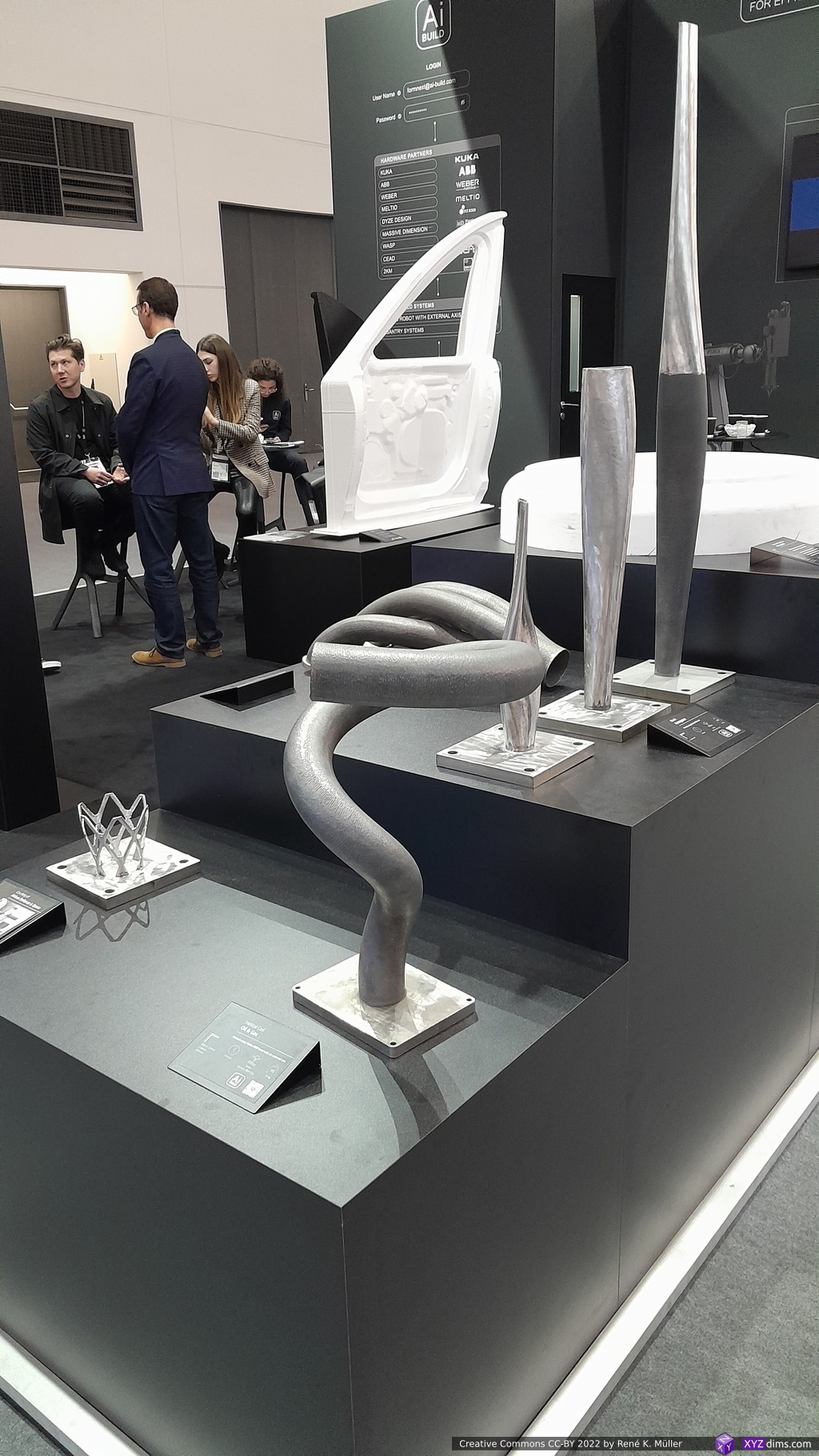
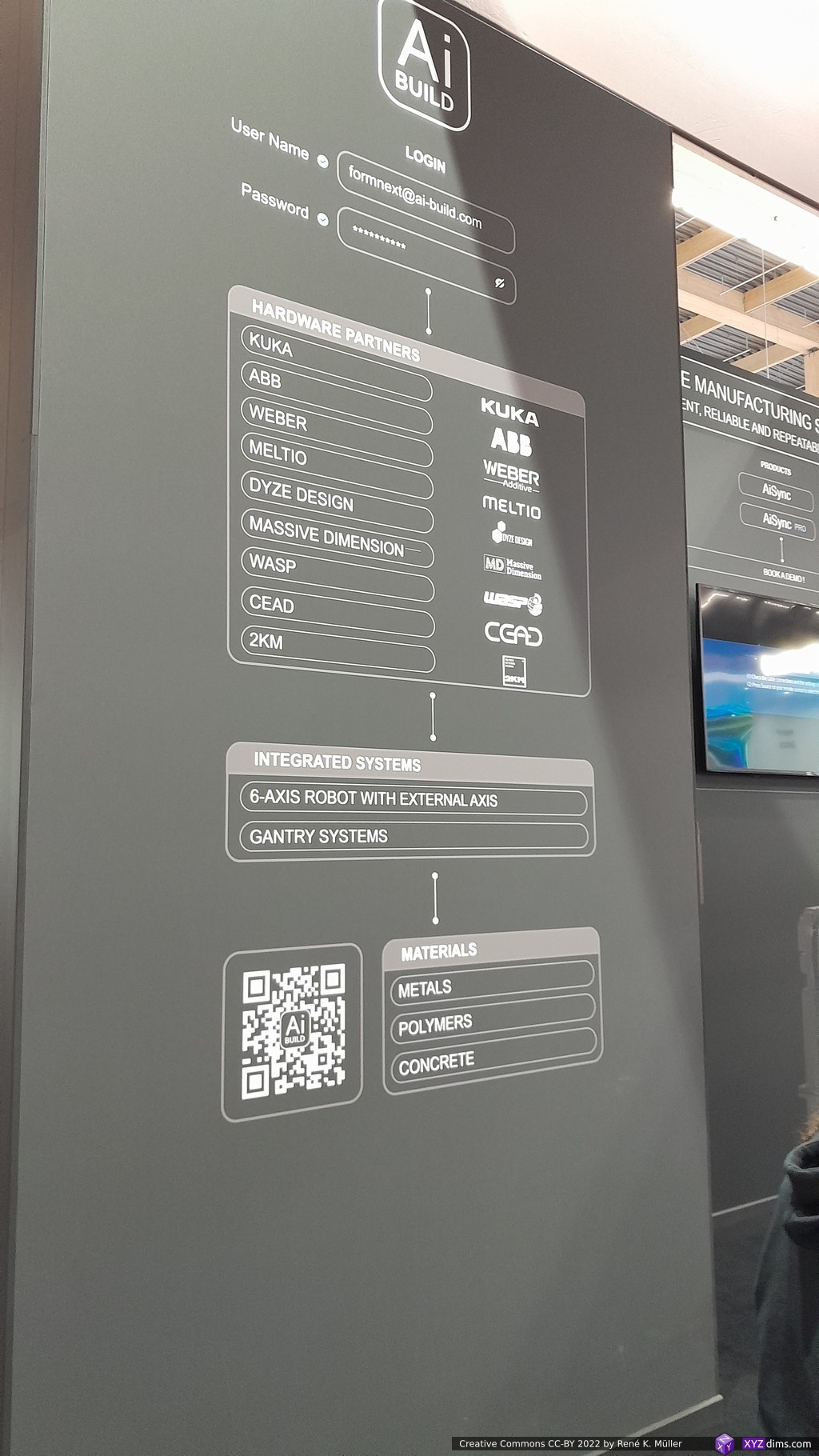
AiBuild
AiBuild has a huge booth, lots of advertising, has been very secretive last year as they didn’t want to demo their software without NDA to anyone – but while attending Formnext 2022 I was able to get to talk to people who purchased the software, and all of them have been giving me strange feedback: a sort of underwhelming sensation – the software is costly and not deliver what is advertised: you need to know a lot of slicing in order to use the software – there is nothing “Ai” (Artificial Intelligence) as the company name implies, at least not with their slicing software.
On their booth they had the usual non-planar printed pieces, but none of them had infill, so they all are printed in vase-mode or single wall.
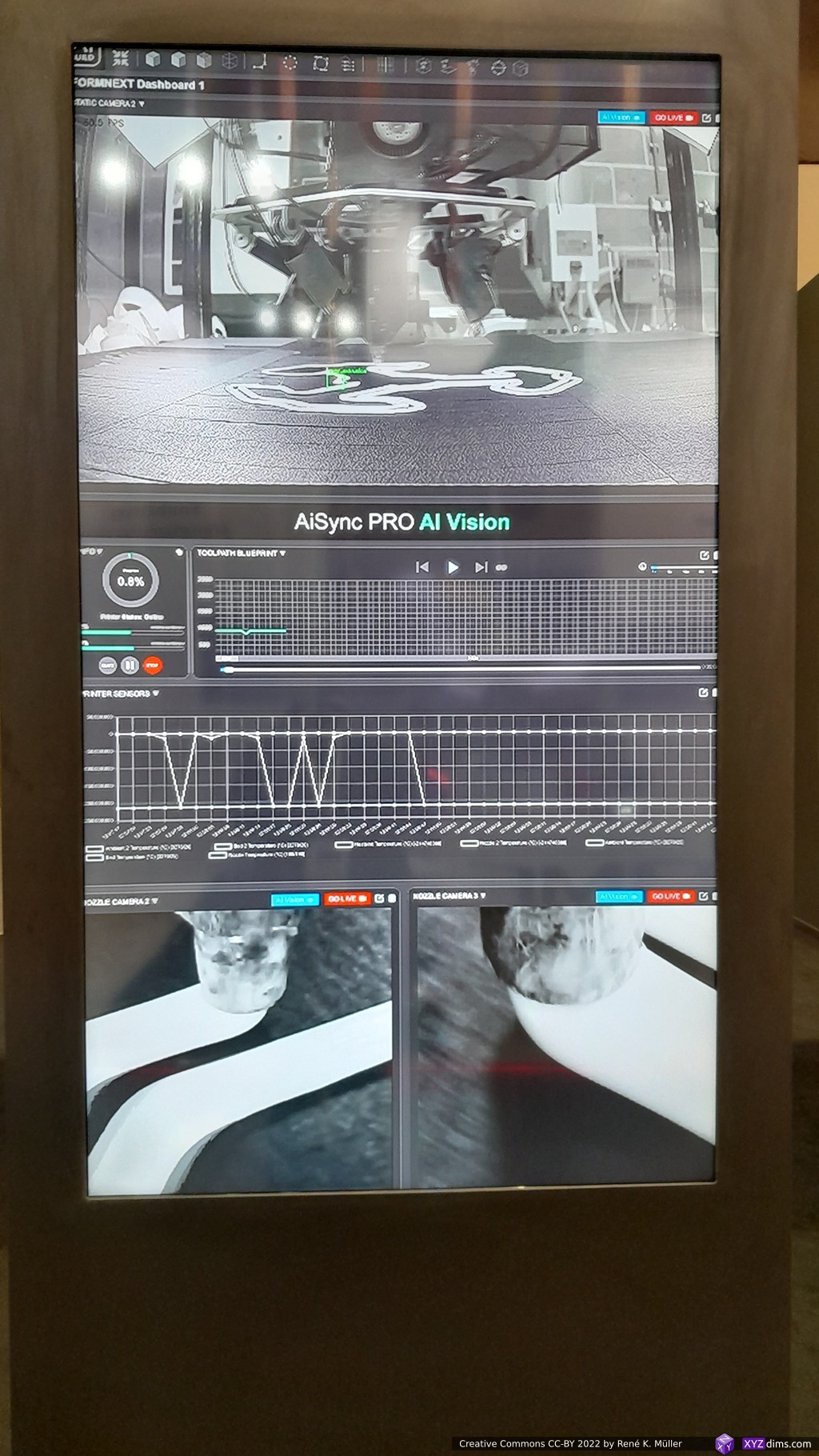
One feature I saw though impressed me, it was the live quality control they implemented, having a nozzle camera and machine learning / AI to determine over- and under-extrusion – something which I would say one should have under control, but perhaps it was to illustrate the detection mechanism.







VShaper
Poland-based 5-axis printer manufacturer has progressed in hardware and software, and developed their own 5-axis slicer – the simulation shown as the actual printer prints – overall well designed.

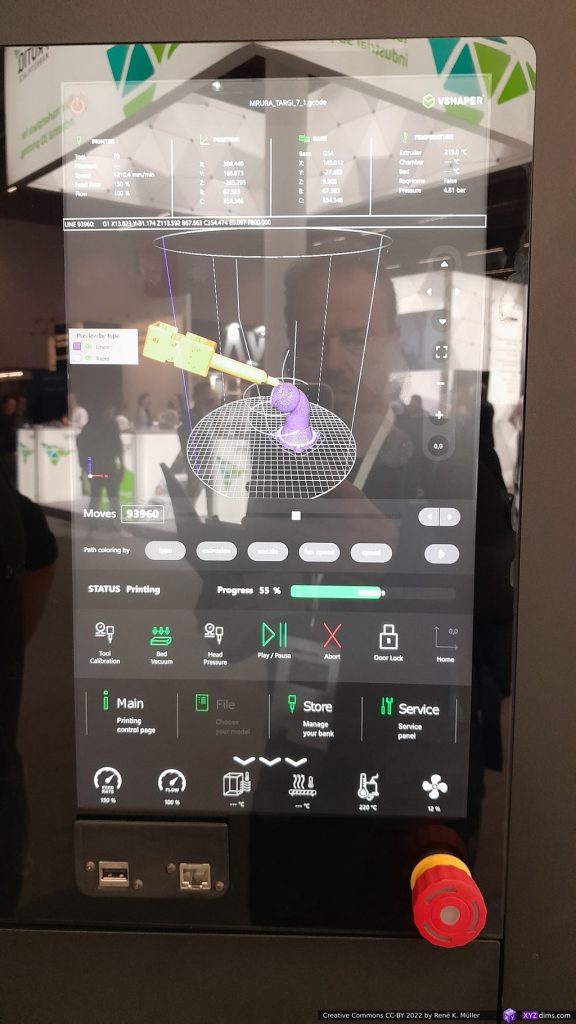

I had a brief chat with Adam Wajda about the state of their hardware/software stack, very open and friendly exchange.
Duplex3D
Hungary-based startup with a dual delta setup printing upside and downside at the same time. They were present last year Formnext 2021 already but with an inactive printer, and this time showing the printer in action:



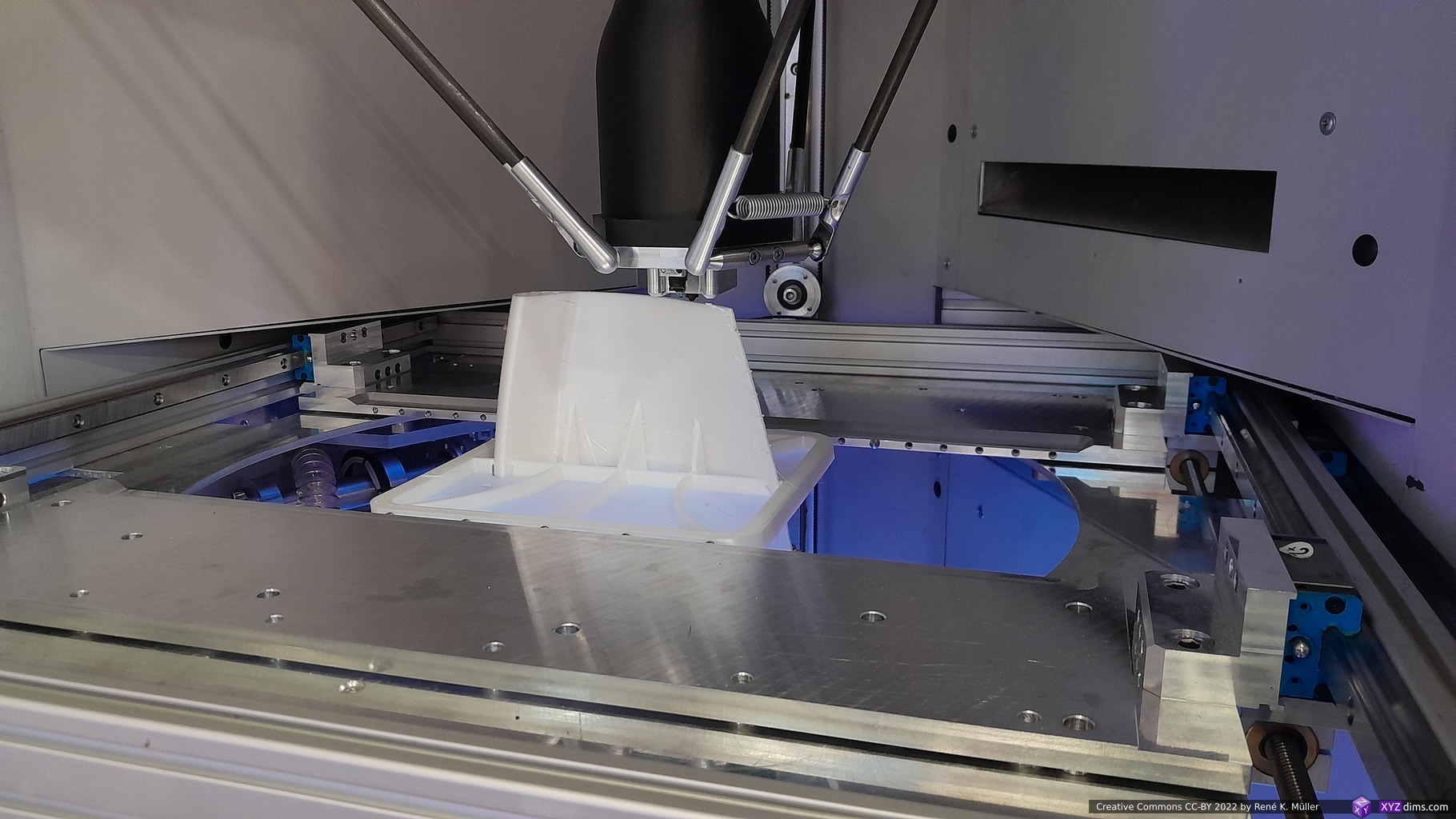
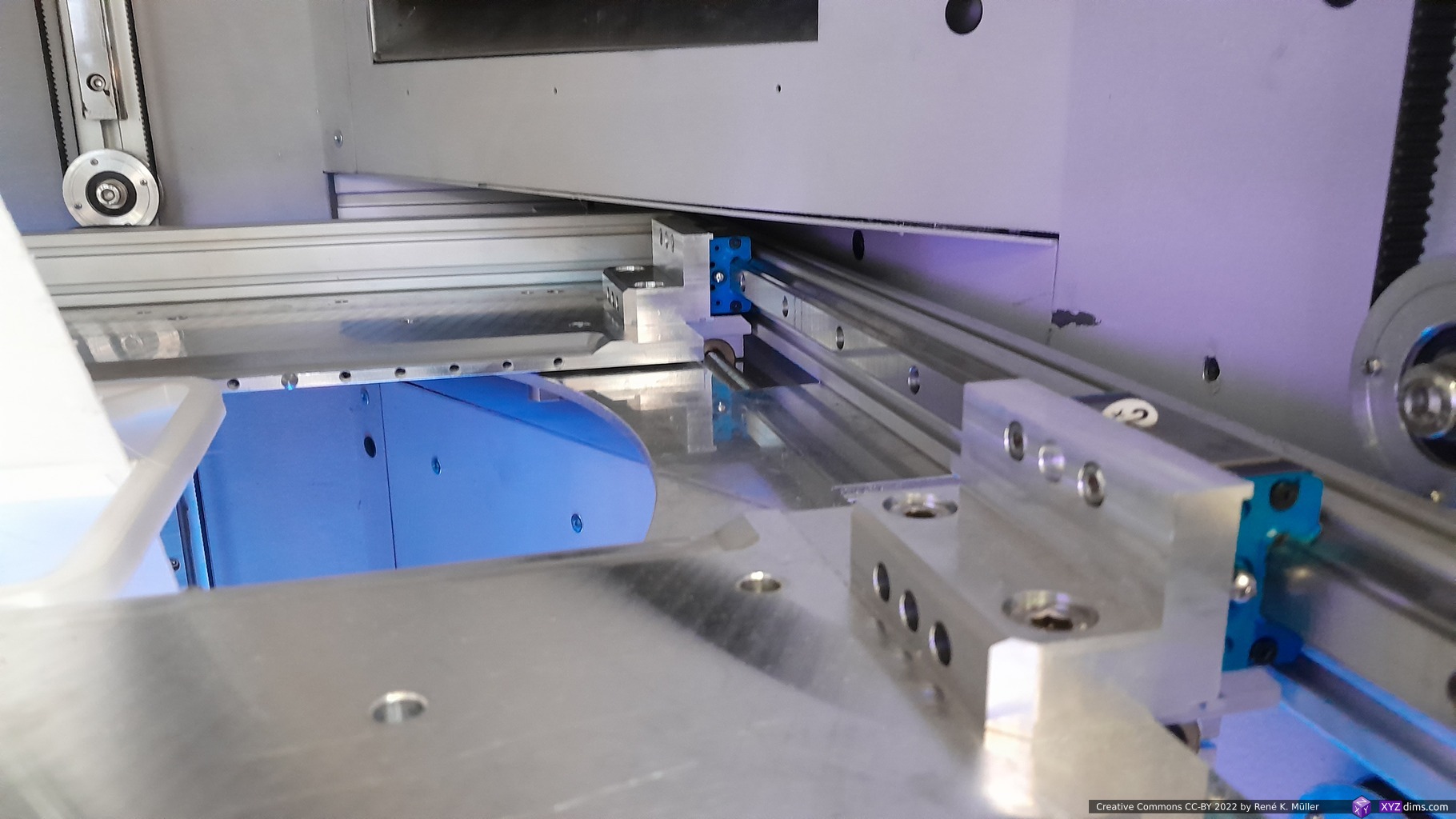
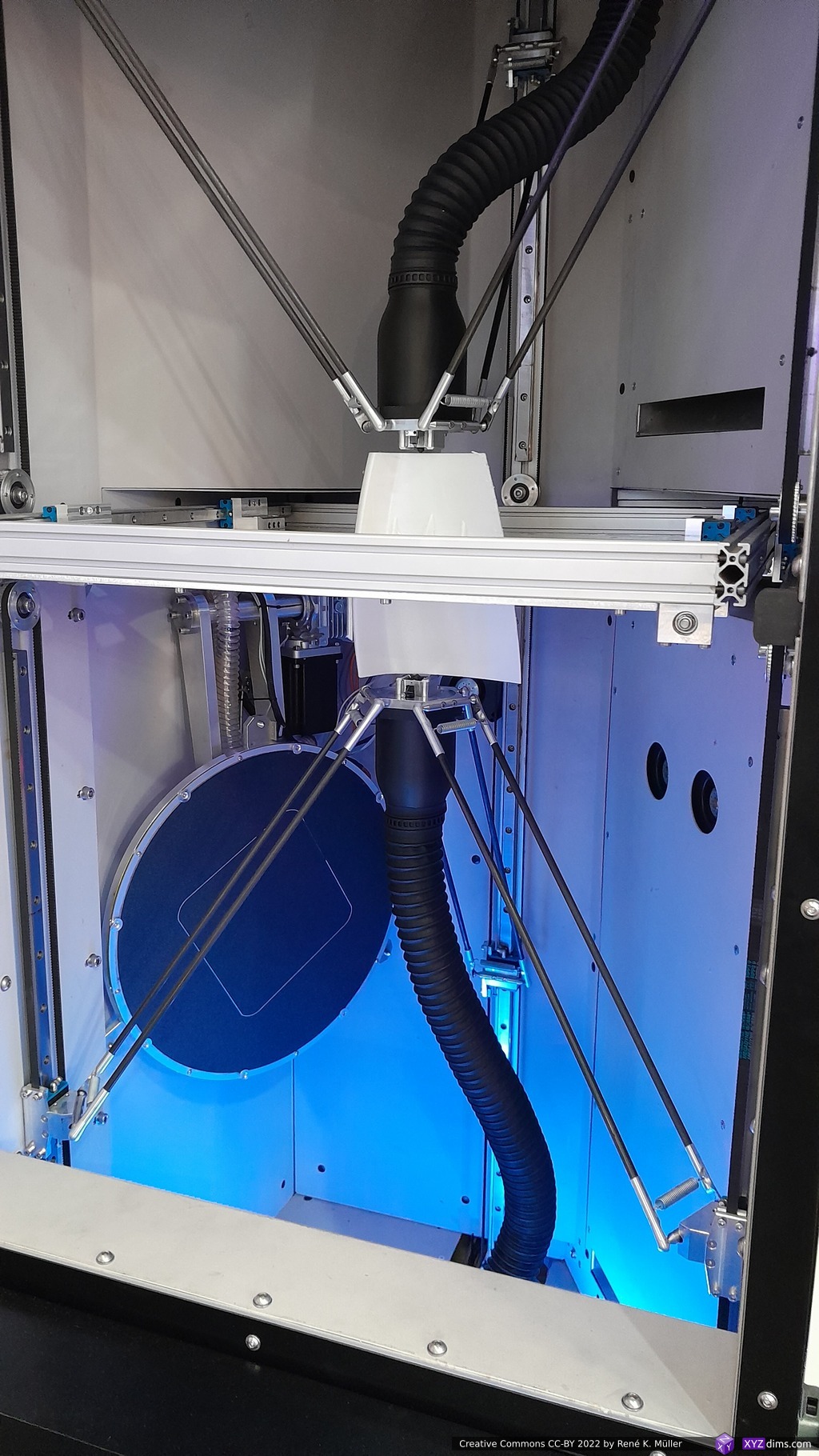
Beside reducing print-time the printer also is able to print pieces which otherwise are hard or impossible print when layer orientation is given and surface quality is of high priority.
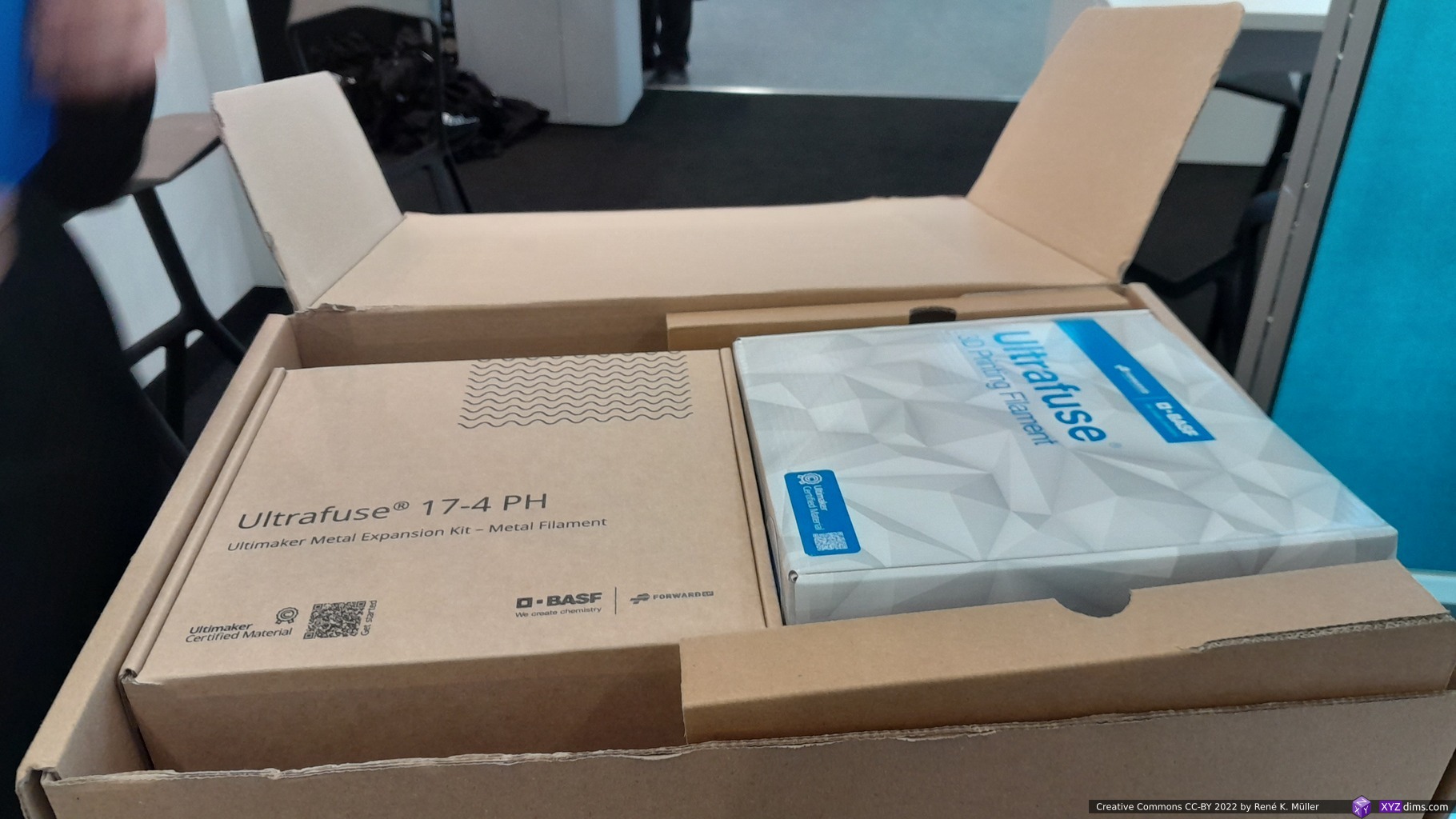
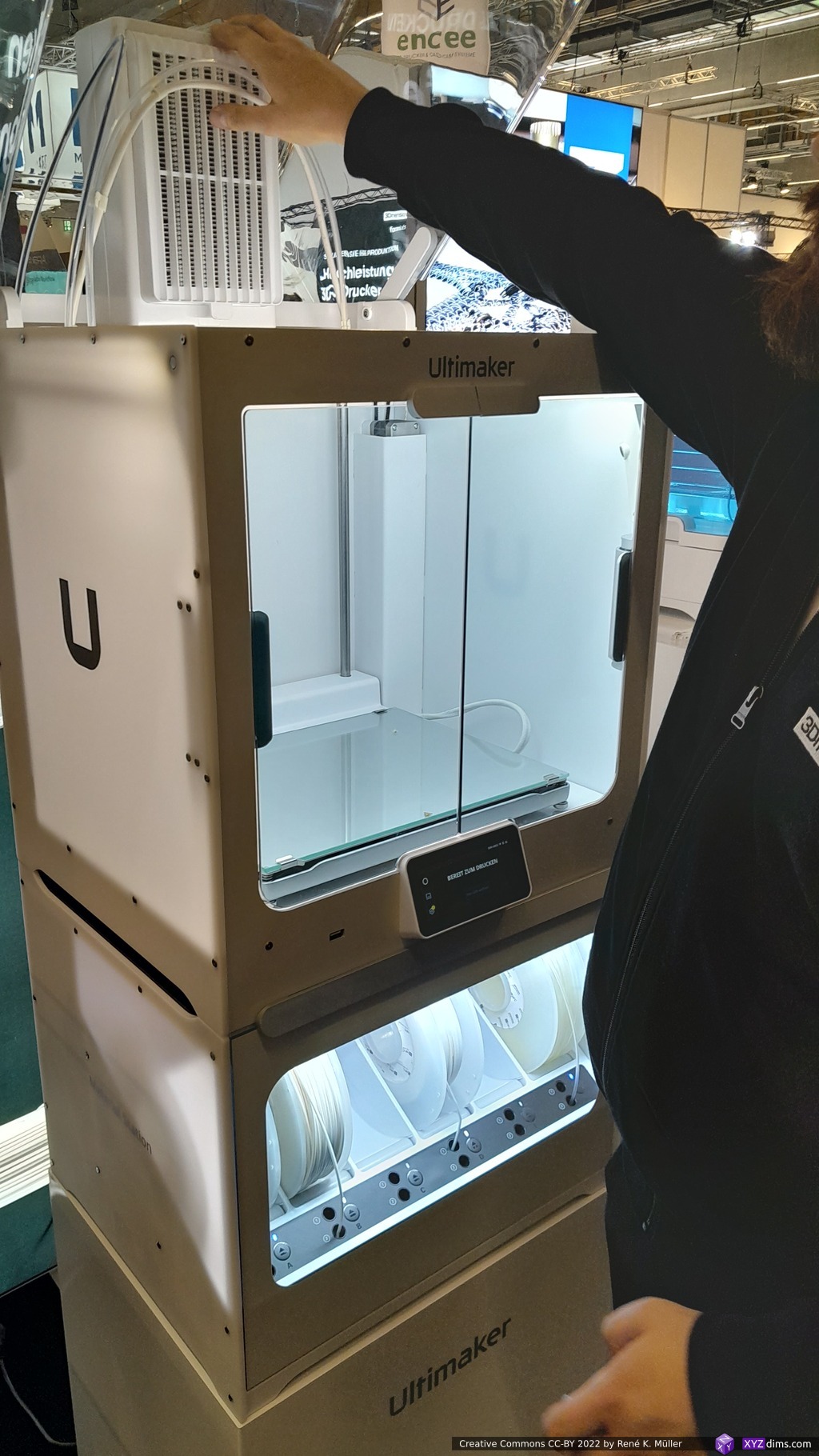
UltiMaker
The newly merge Ultimaker + MakerBot = UltiMaker had no booth again, hardly any presence – the marketing / sales department seems in hybernation to skip such as event without their own booth, no hardware innovation on display, perhaps there is nothing (new) to show.
I visited the 3dimensional booth and someone showed me how to print “metal” (just steel as it turned out) with BASF metal filament on a Ultimaker S5, and having everything needed in a nice box and then send off to wash & sinter.


Snapmaker
Snapmaker announced a new machine called Snapmaker Artisan: single head operation, yet changeable heads: FDM head, CNC head, laser head – very sturdy desktop machine, using linear motors:




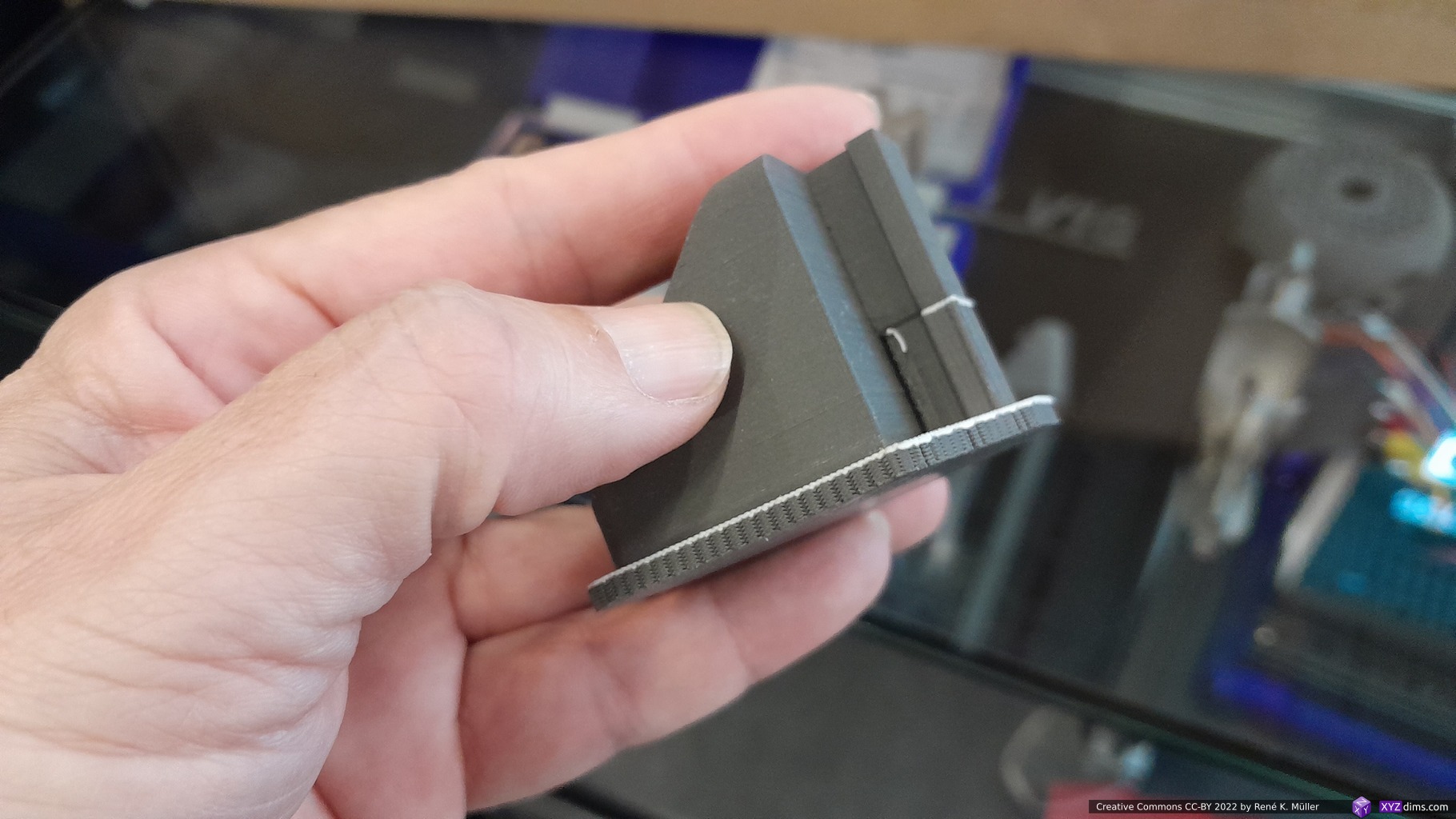
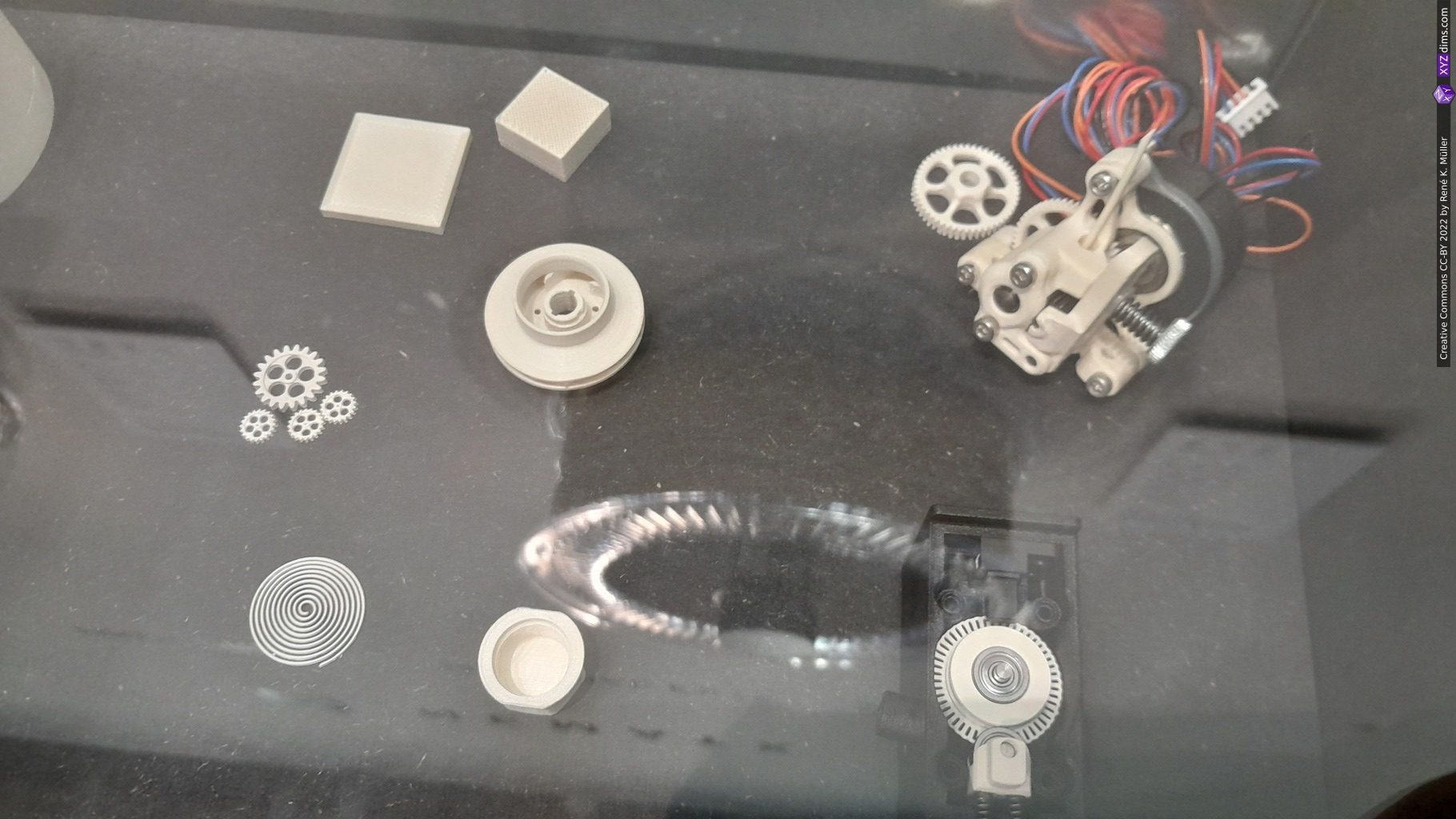
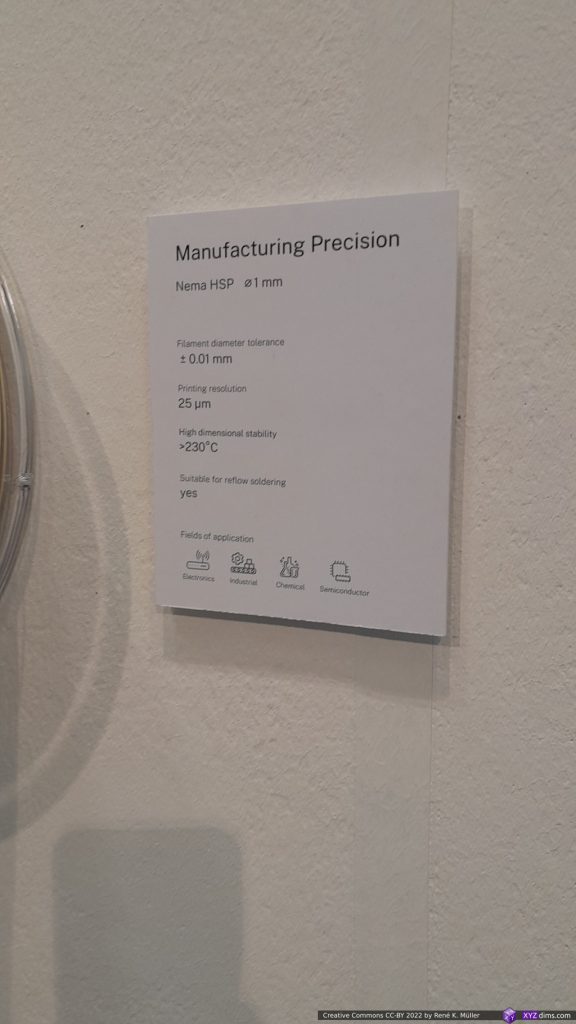
NematX
Bleeding edge high temperature resisting materials, and to show the applications they built a most precise FDM printer I have seen so far – Chiara Mascolo briefly showed me the machine and samples:



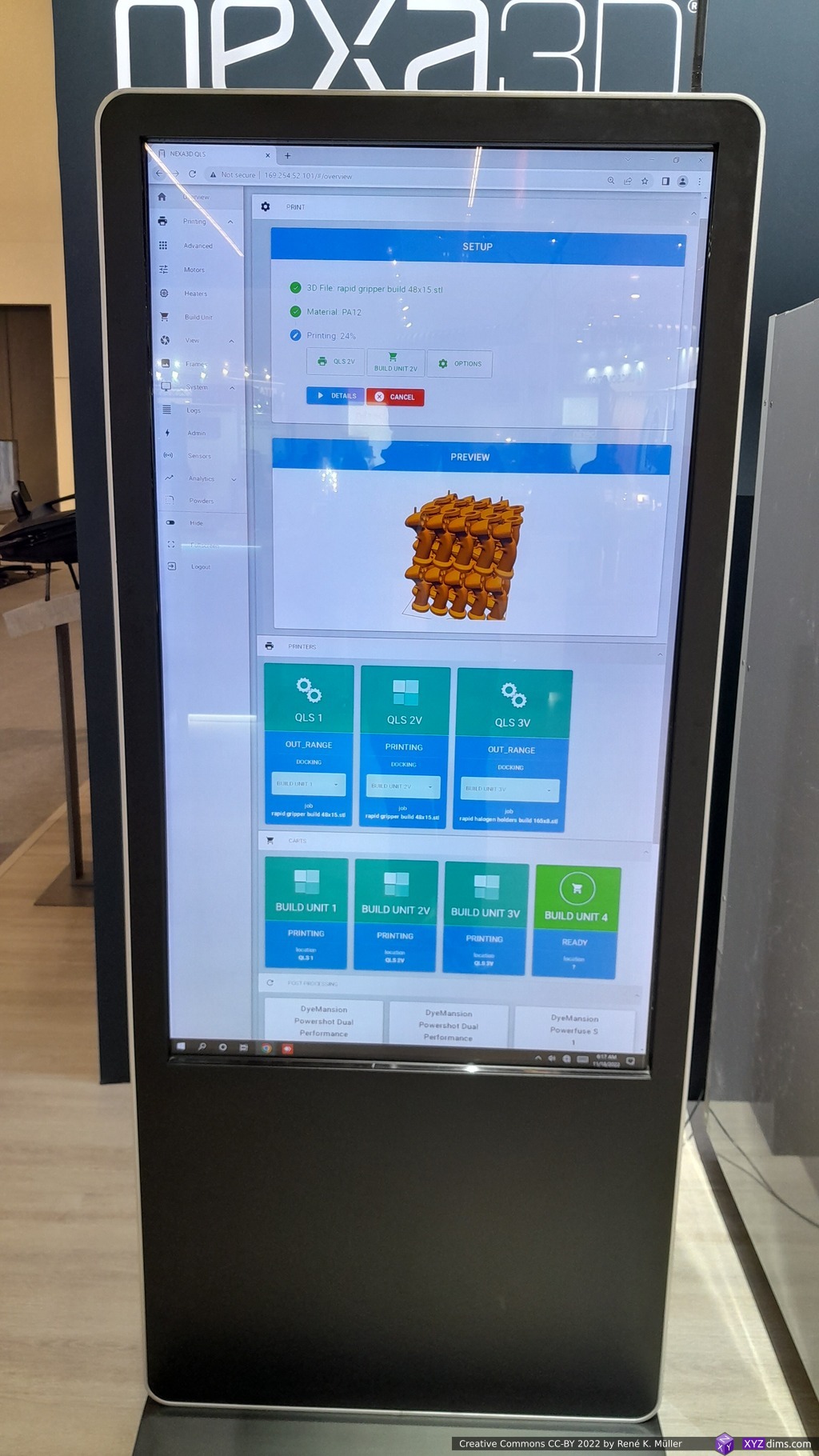
Nexa3D
Massive SLA and SLS machines shown:






Formlabs
The Formlabs booth was well visited, and it was hard to take photos until the last day of the expo – so just a brief video of the Form 3+ printing below:


Quantica
German-based startup printing with 7 different light curable materials at the same time, drop size / resolution at 60um with the NovoJet C-7 – quite impressive, with the ability to blend drops or let them cure side-by-side giving new possibilities of material gradients in 3D space:



They also provide a station for fluid testing & development, so you can engineer your own material to print with. Even though this was a small both it was for me from a technical point of view most innovative I have seen so far.
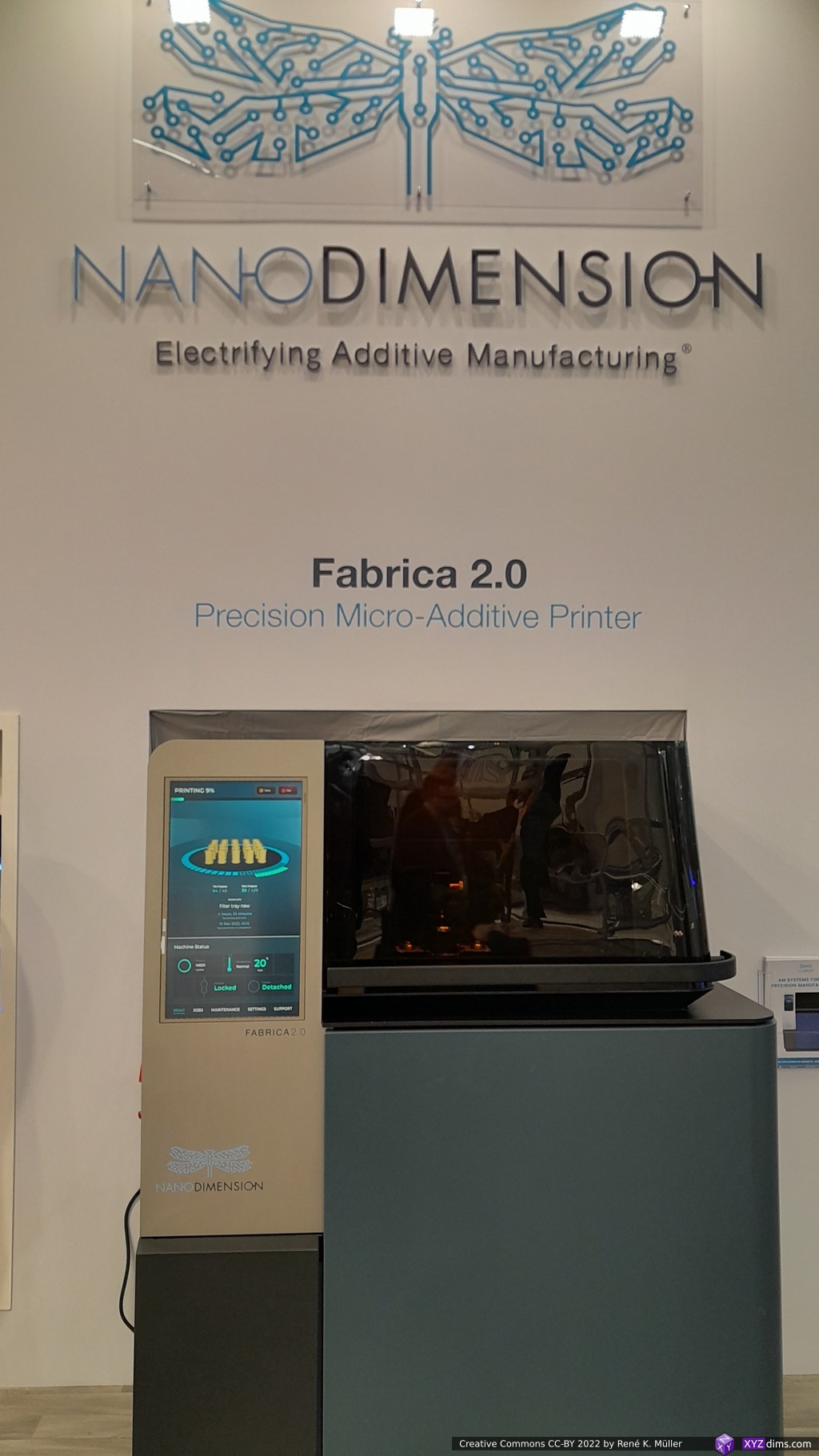
Nanodimension
As I was looking at resin printheads, I was approaching Global Inkjet Systems (GIS) – a subdivision of Nanodimension:
- Fabrica 2.0: impressive 2um resolution, but as consequence 1mm height / hr print speed, SLA/DLP
- Admaflex 300: 35-88um XY resolution, 10-200um layer height, up to 60mm/hr height print speed, resin combined with ceramic/metal printing





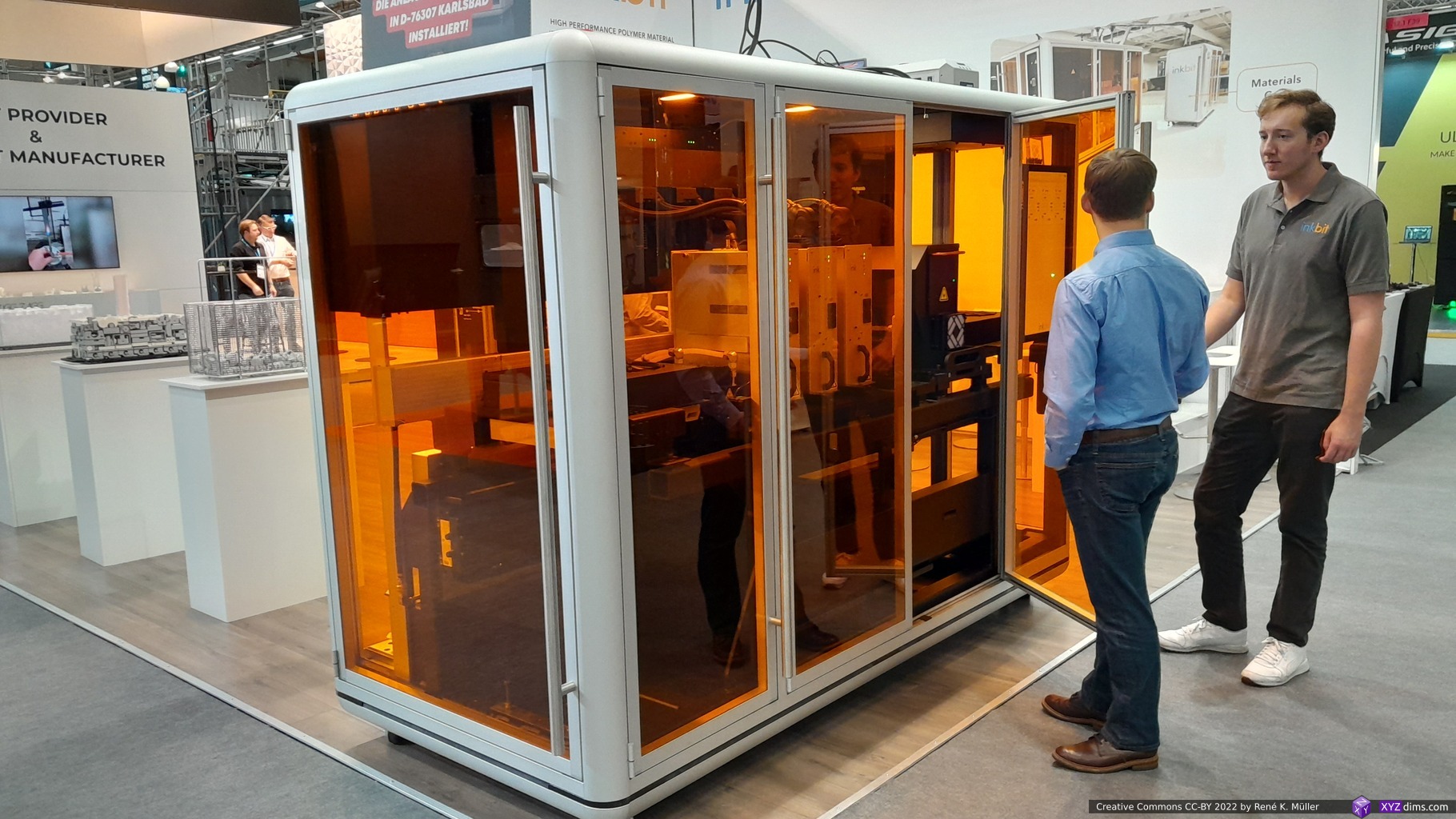
Inkbit
A massive industrial resin jetting 3D printer, build-volume at 500 x 250 x 200 mm printing with wax as support material. It is a closed-loop system, it prints, cures and measures the actual layers and adjusts live for the next layer – achieving 100um precision, yet only for industrial application due the cost of 1M USD per machine.
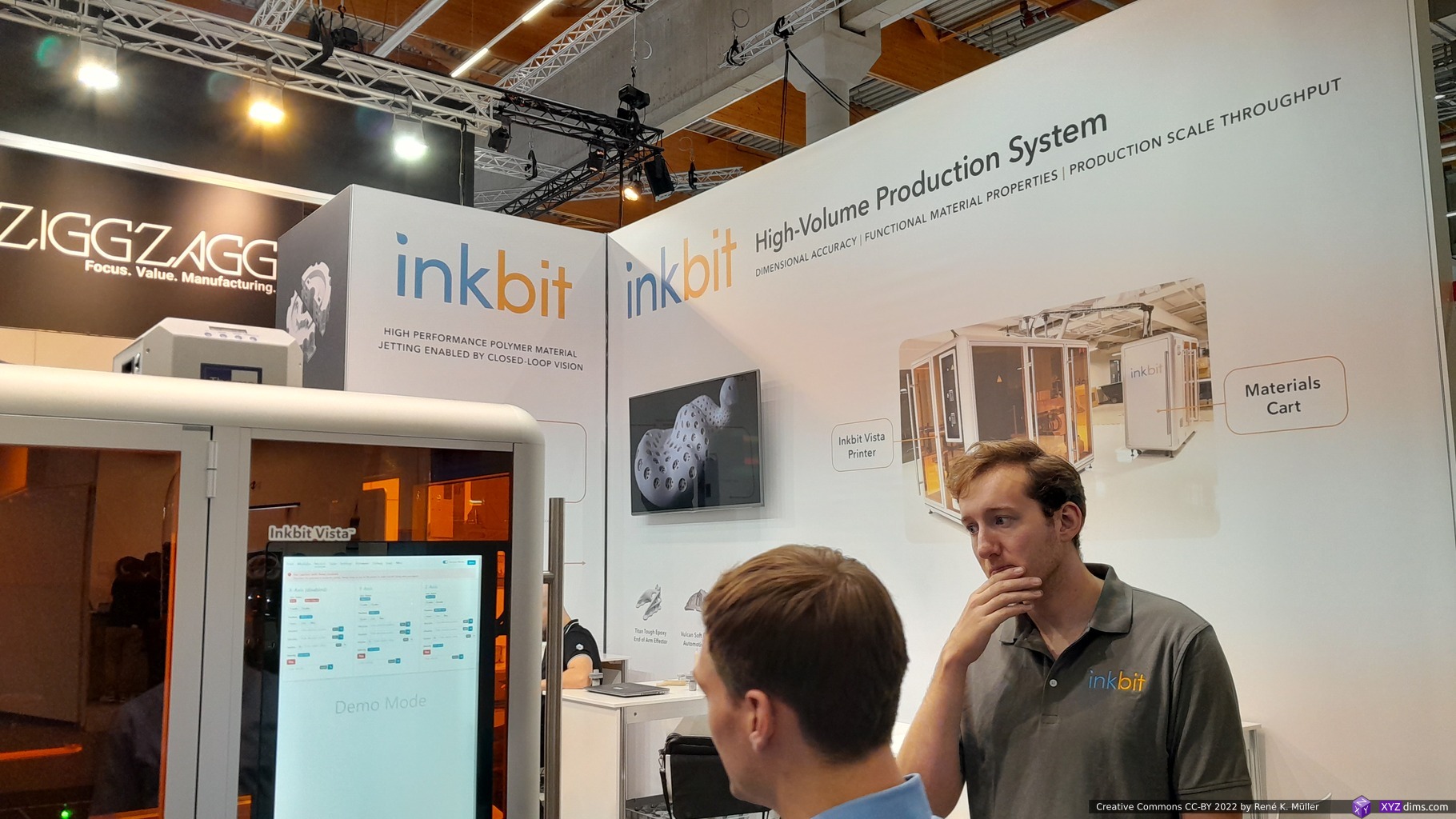


They developed their own packing algorithm in order to achieve high density packing ratio.
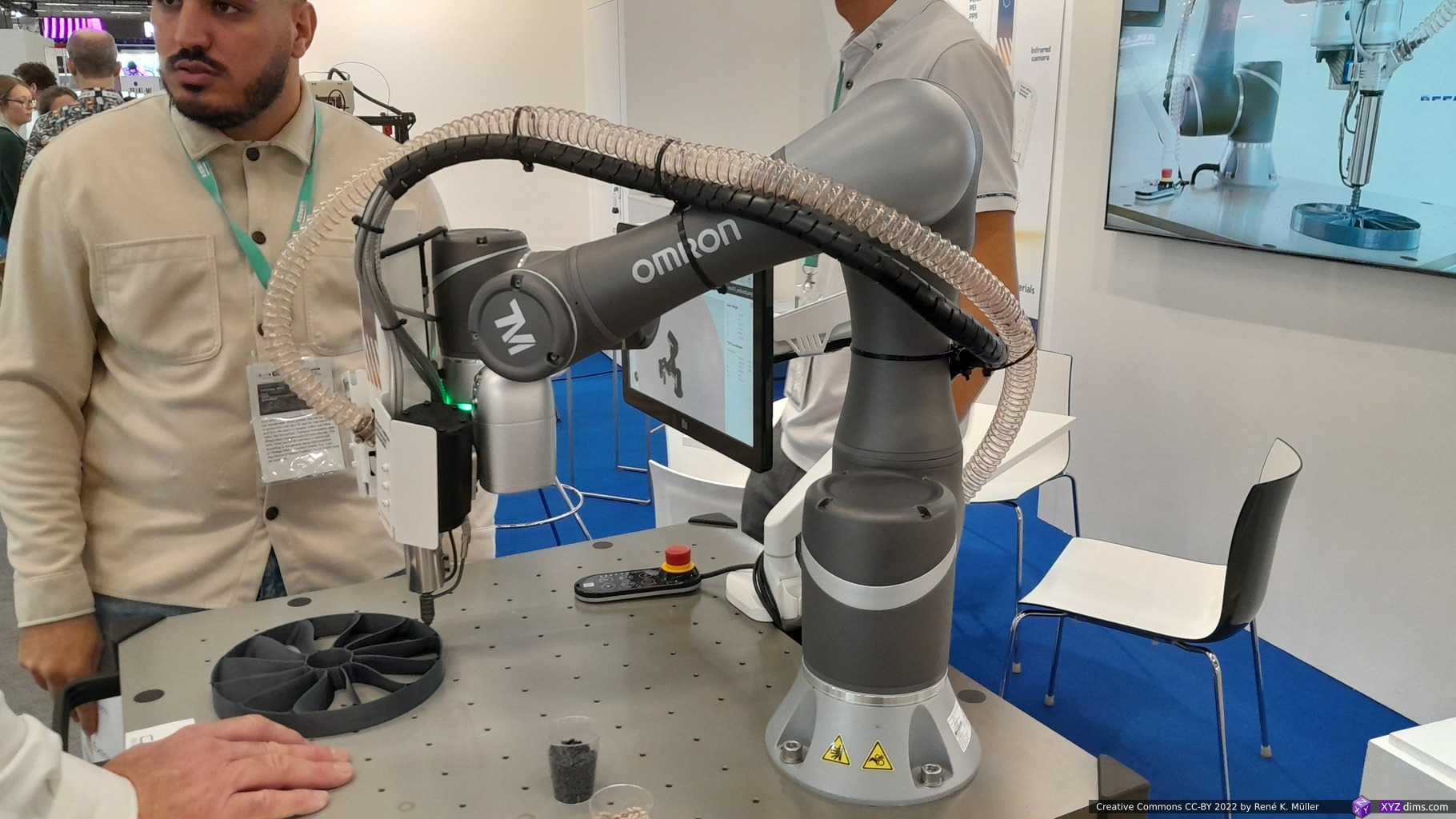
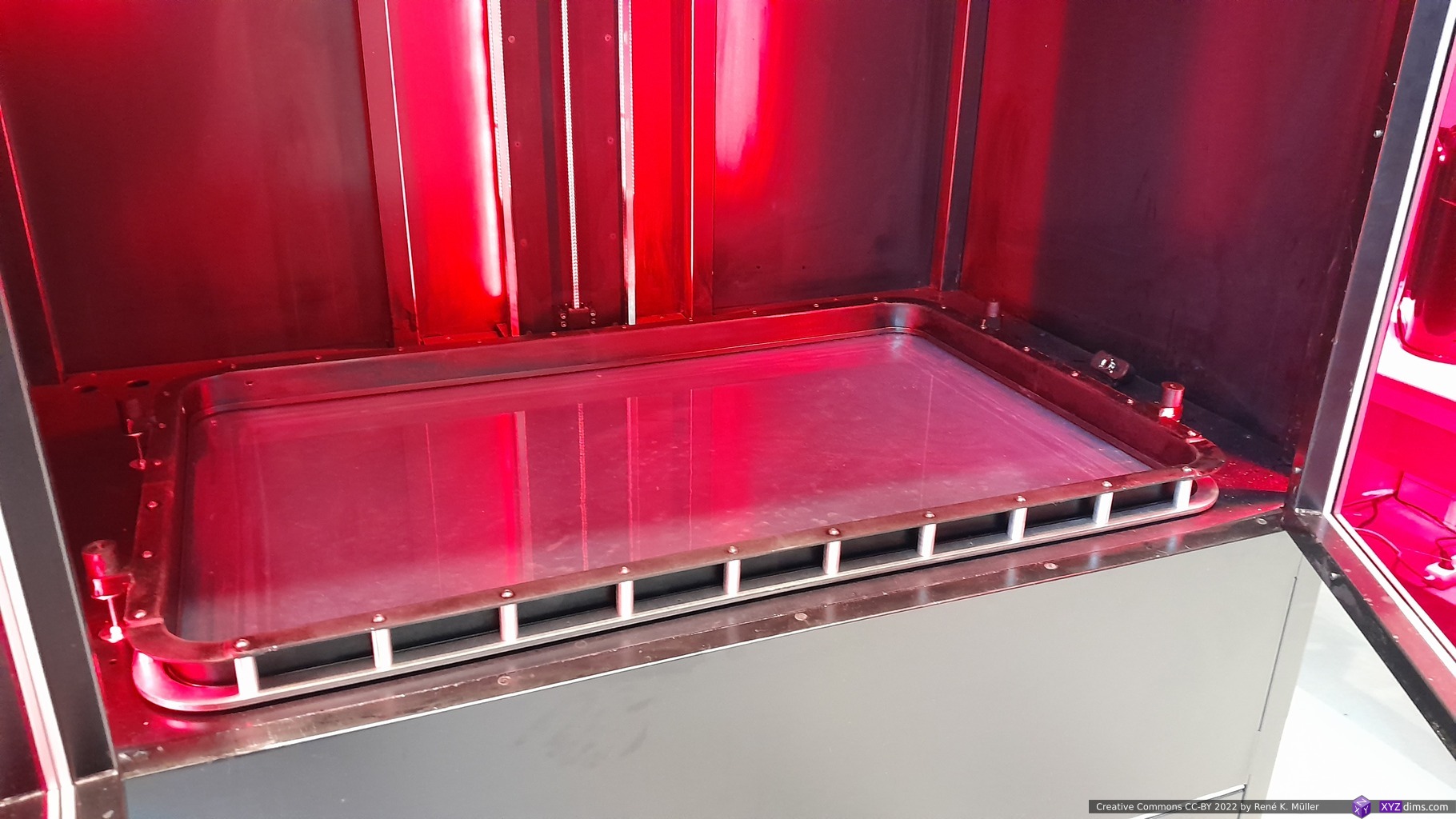
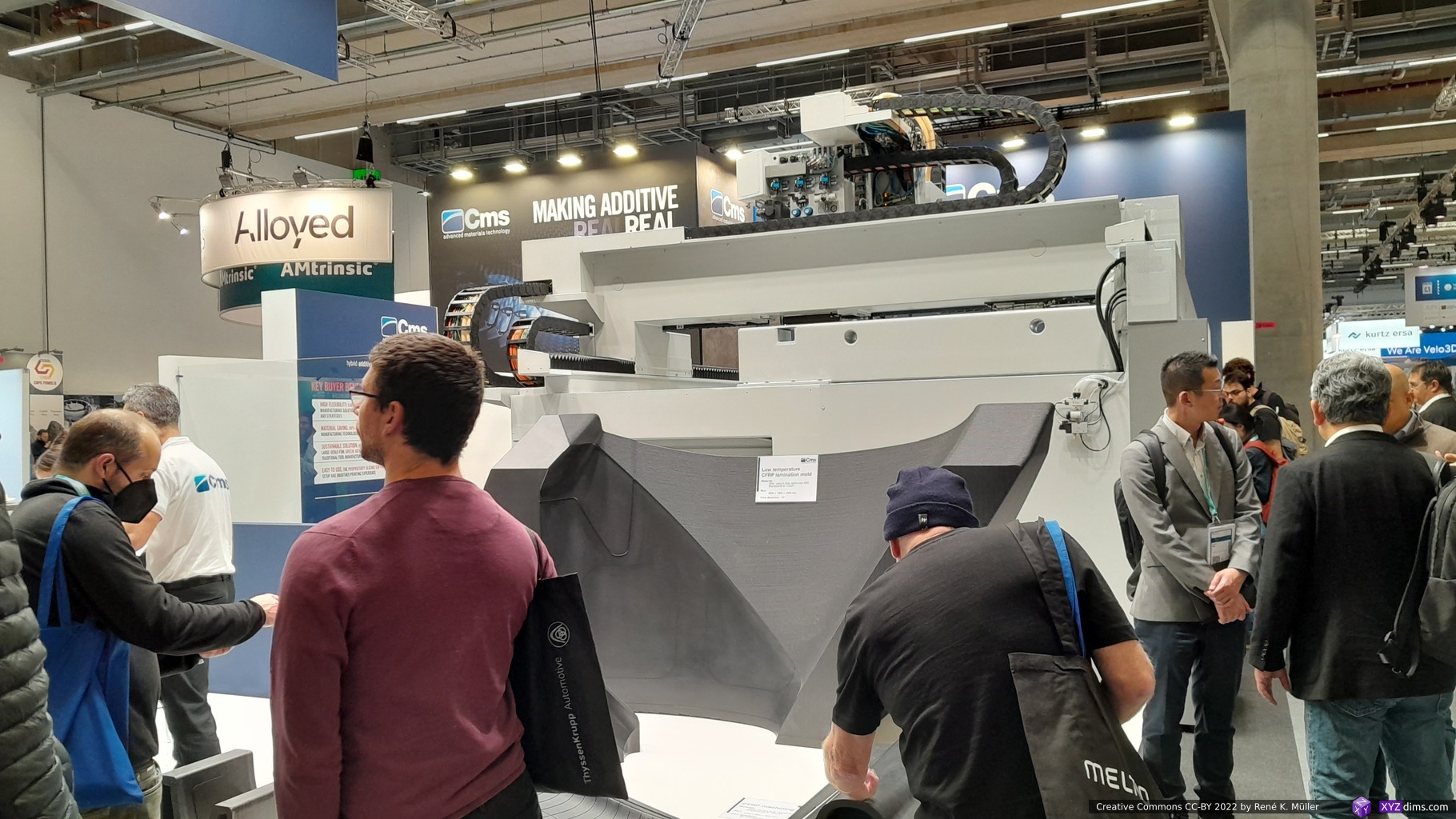
Breton
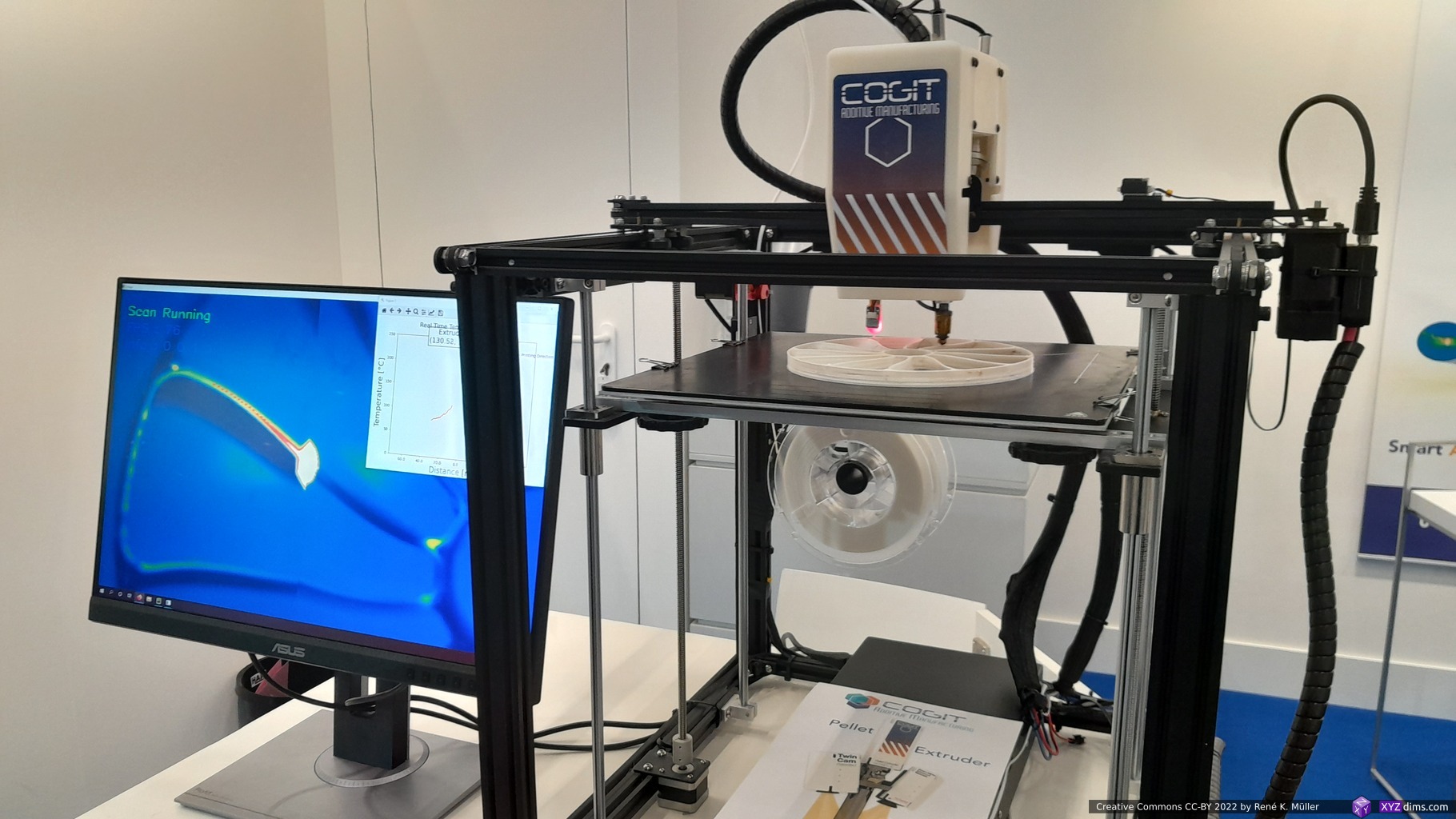
Italian-based “Betron Genesi” 4000 x 1900 x 1300mm build volume along with high volume extrusion (~20mm nozzle, layer height ~4-5mm based on my own photos) having excellent extrusion precision, along their real time temperature control:





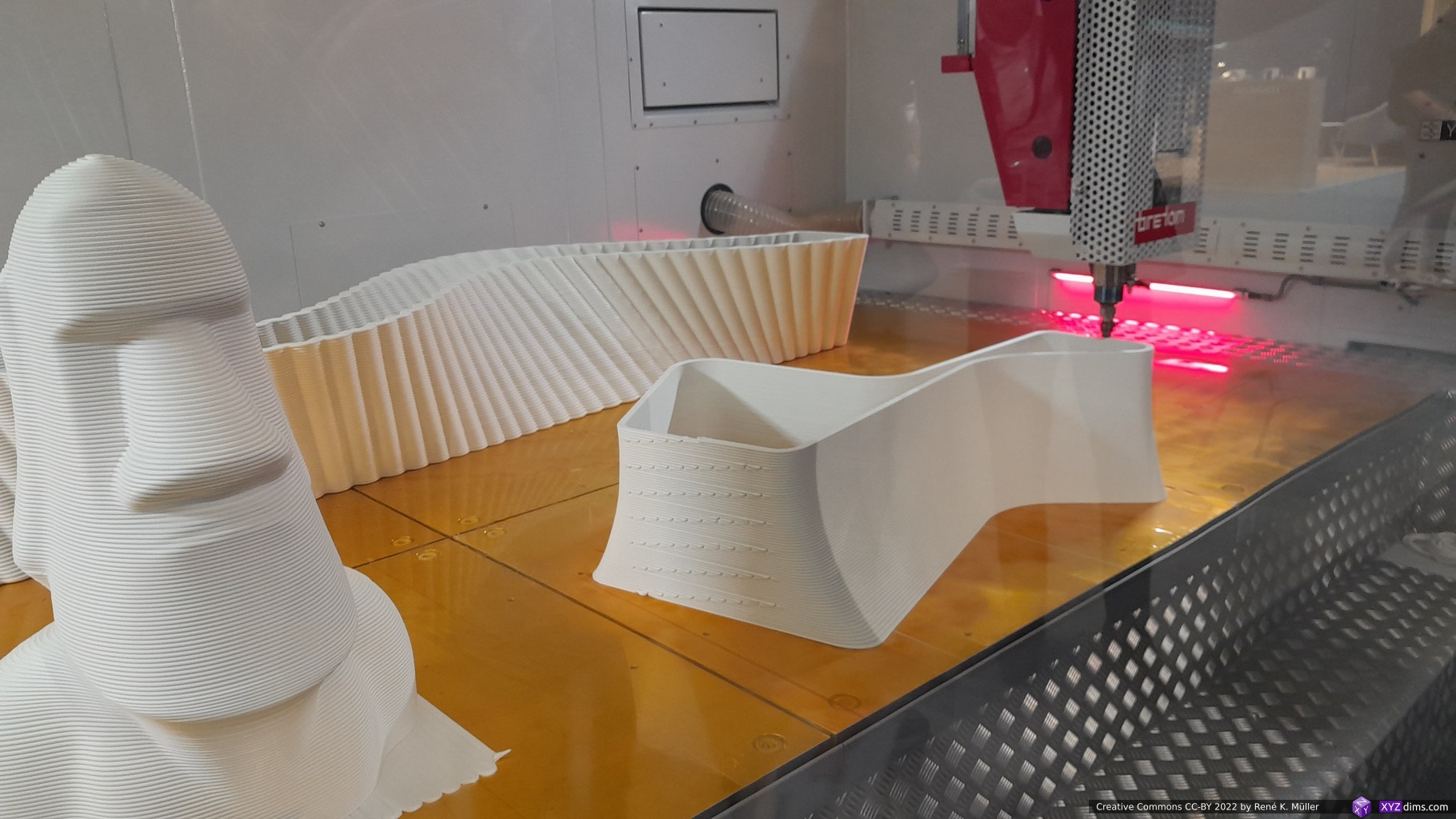




Additionally is is a hybrid able to run also CNC milling on the same machine for post-processing.
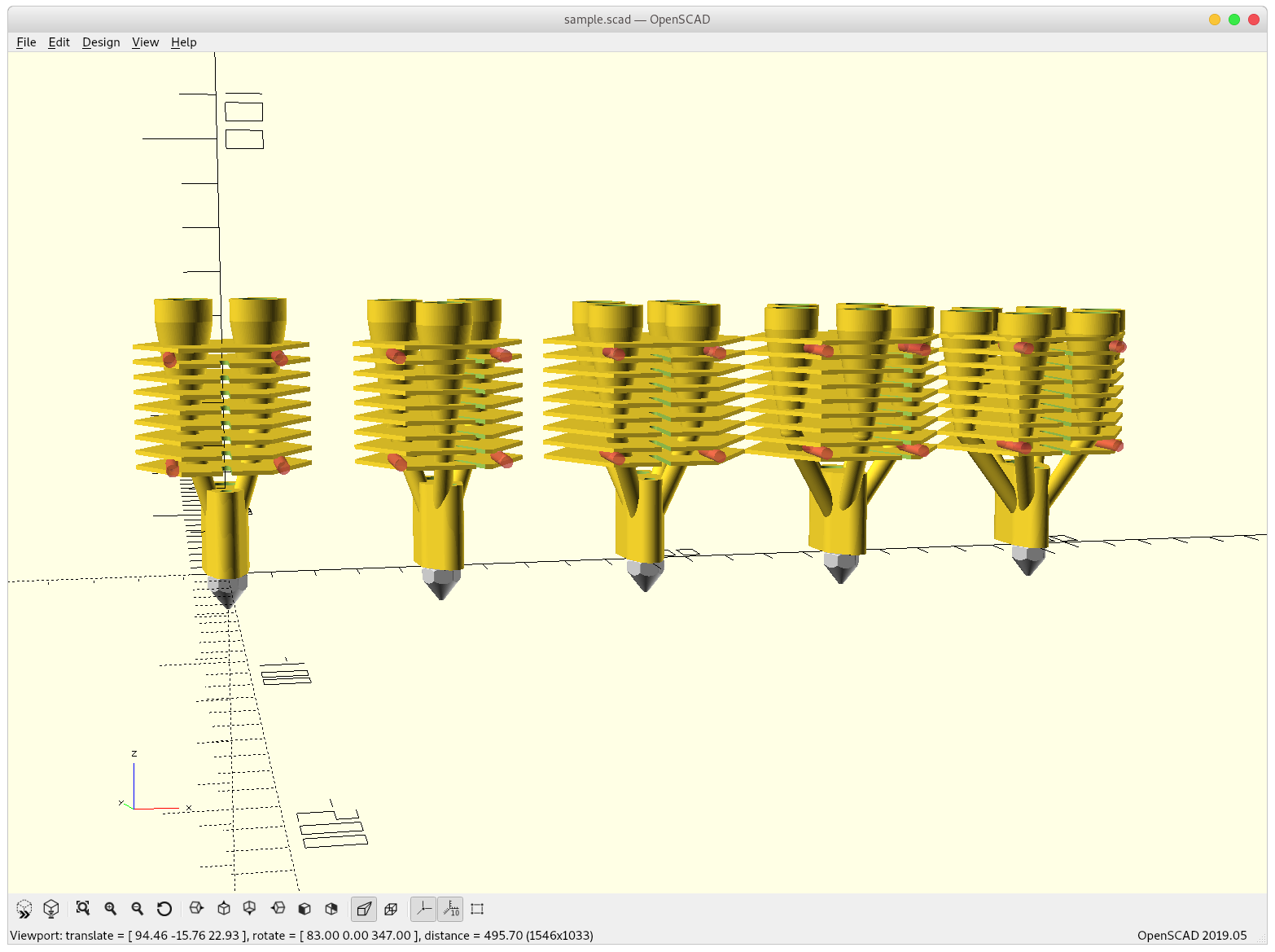
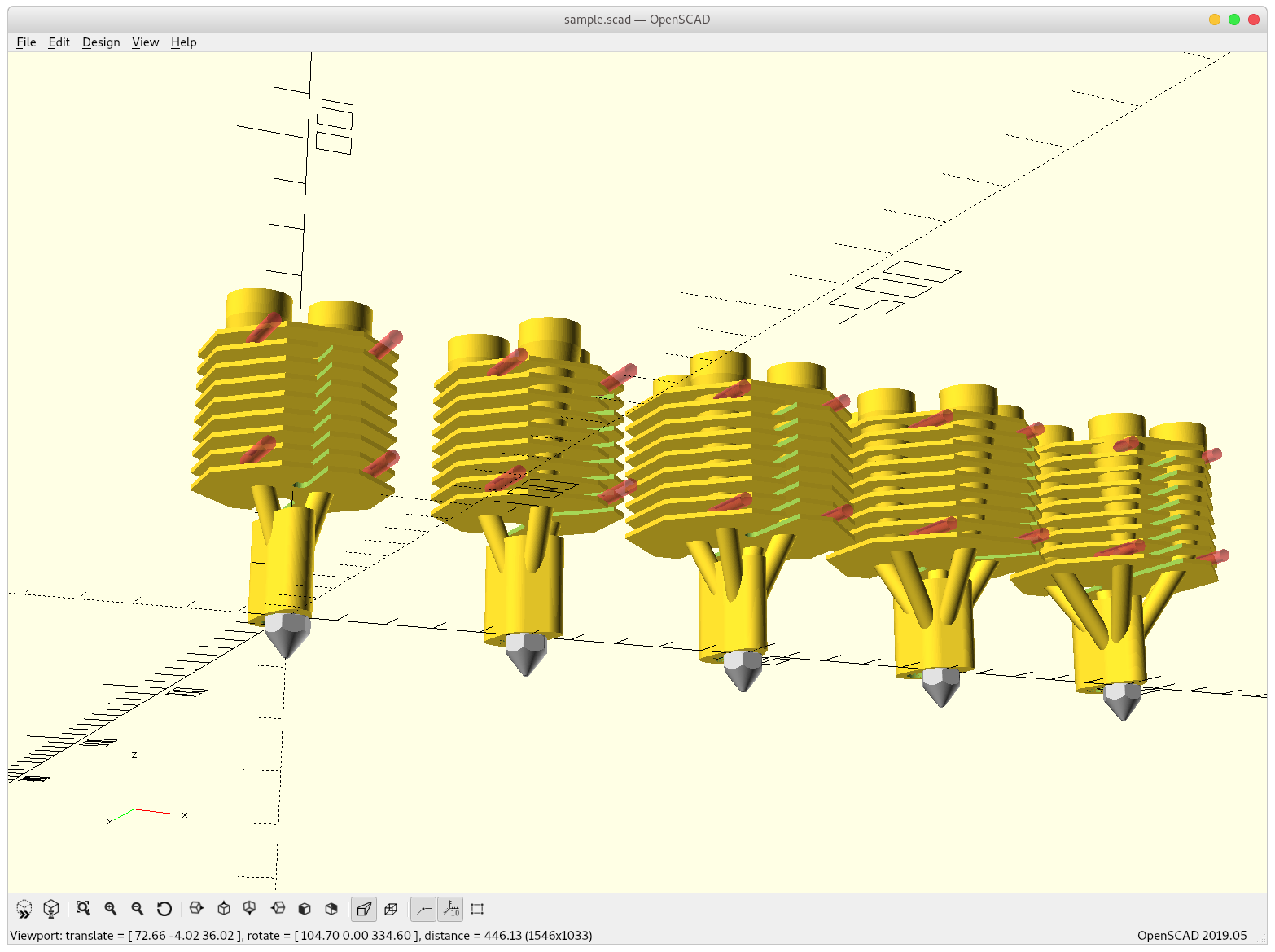
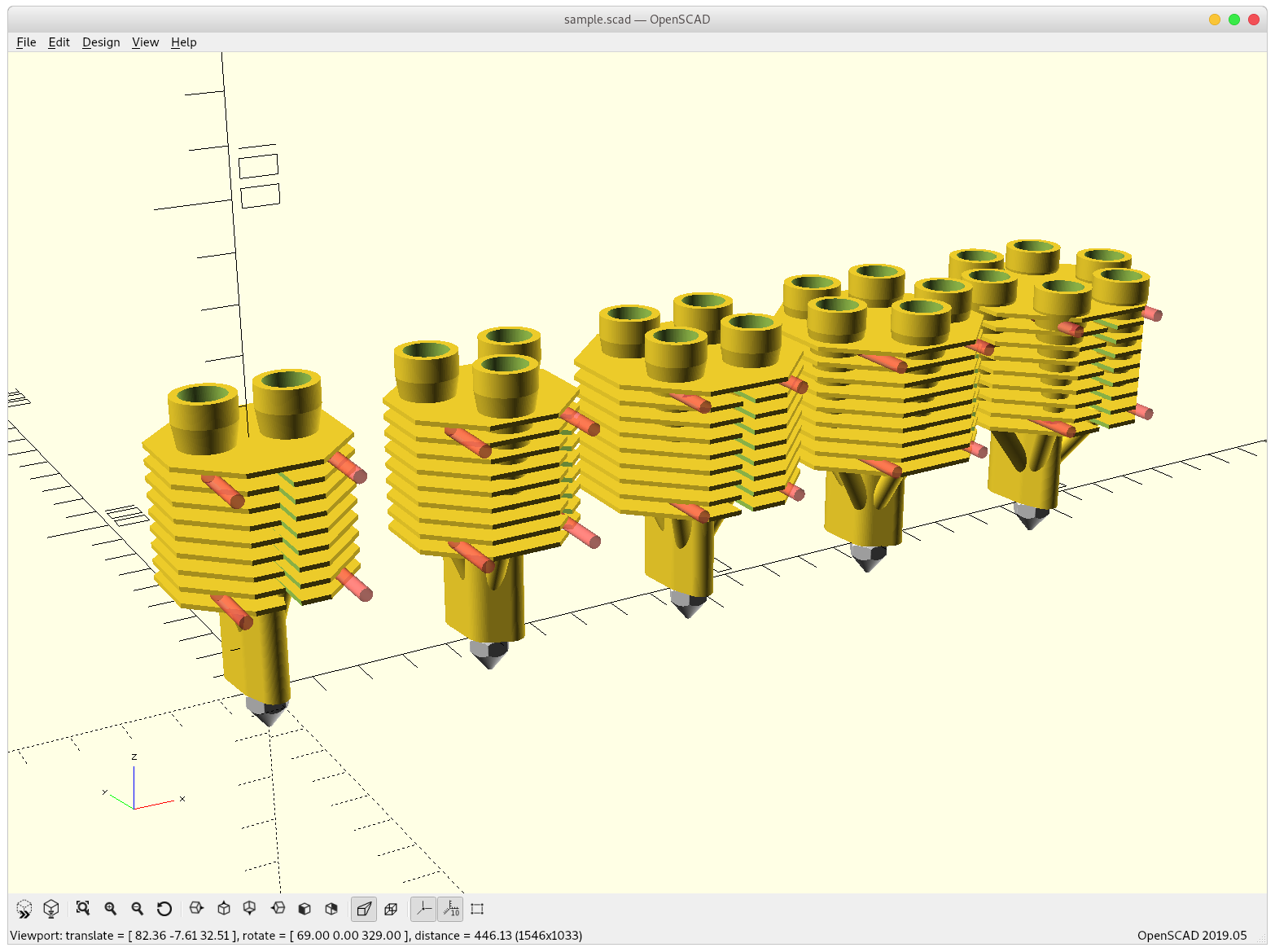
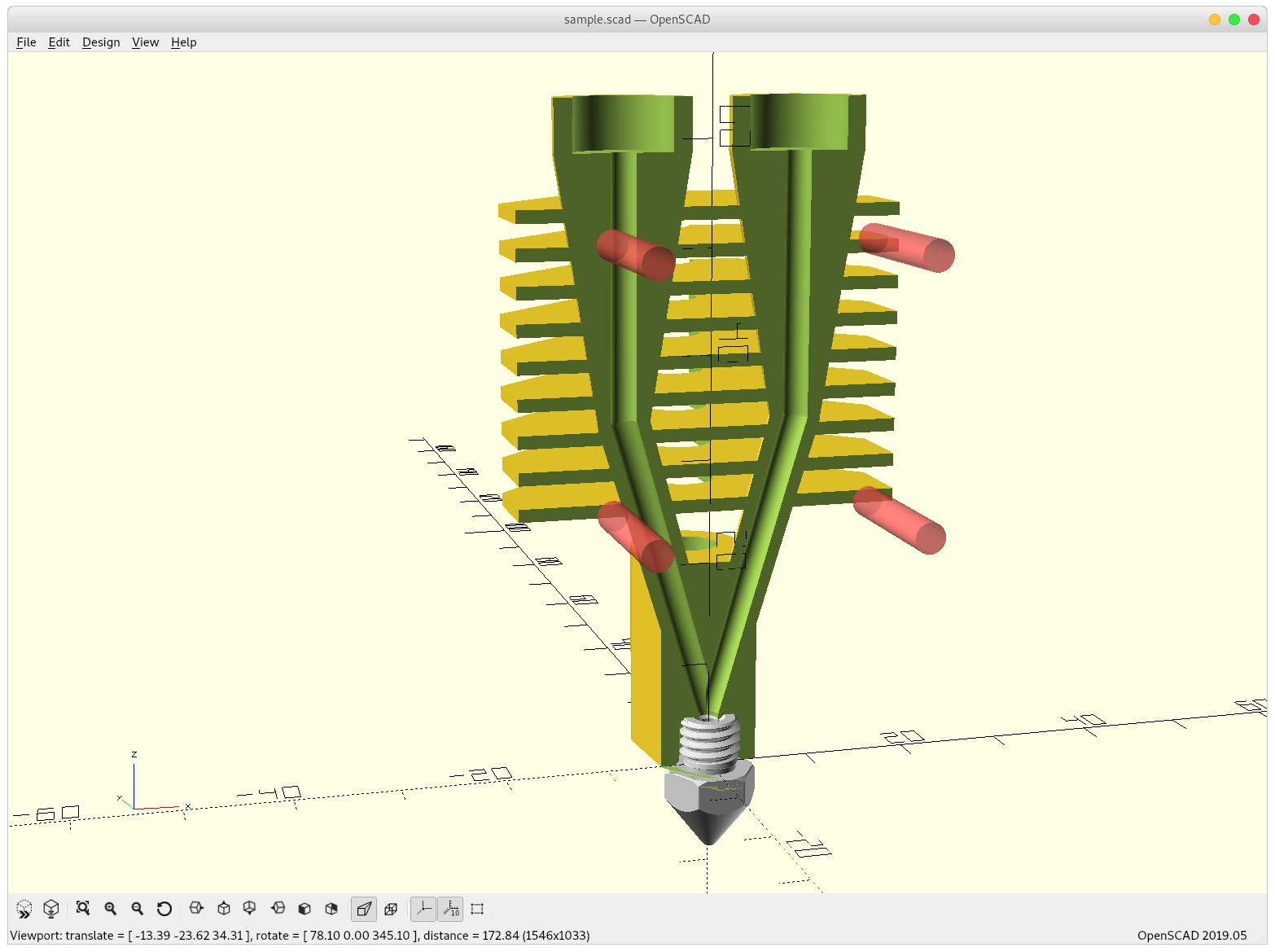
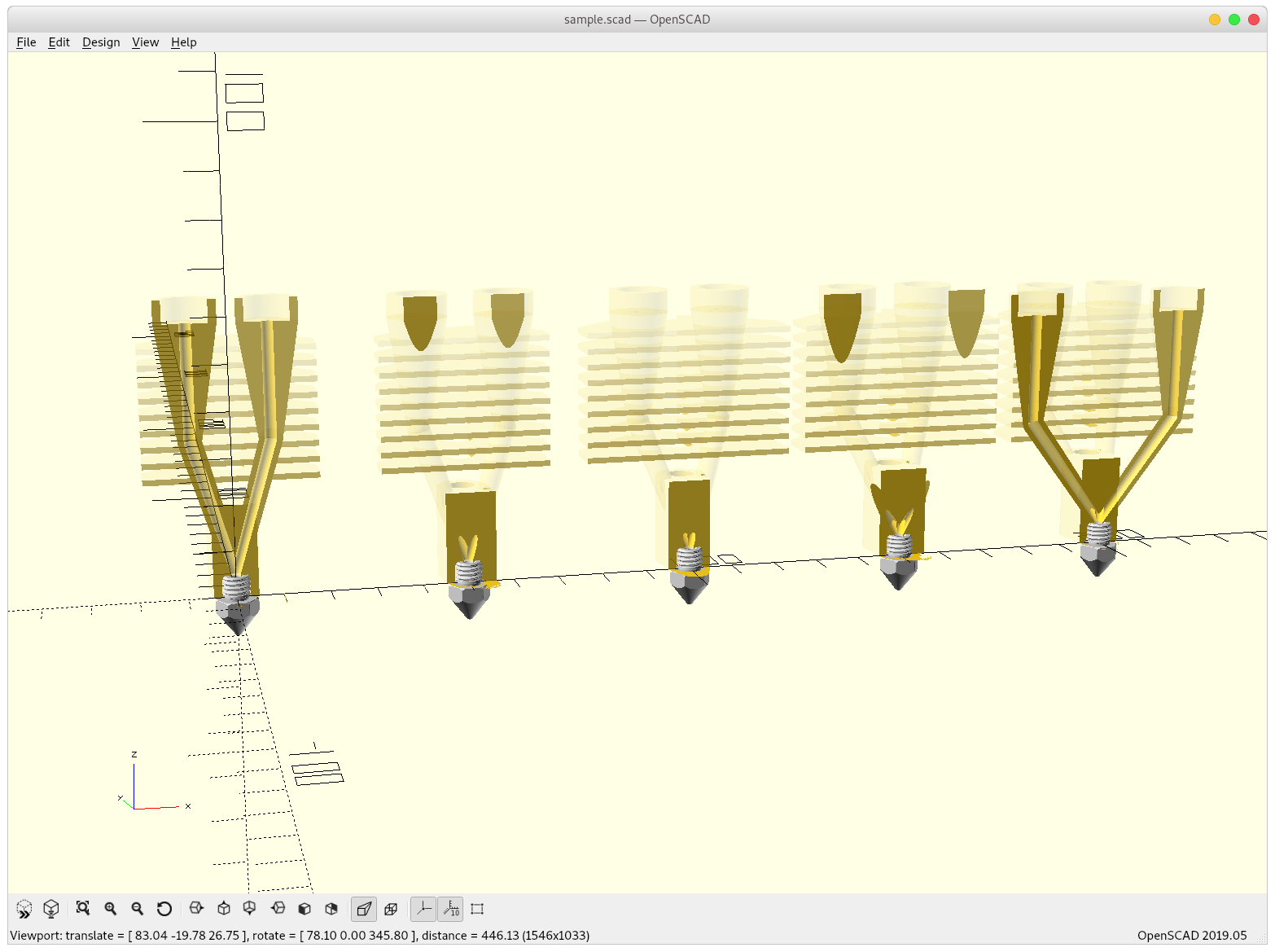
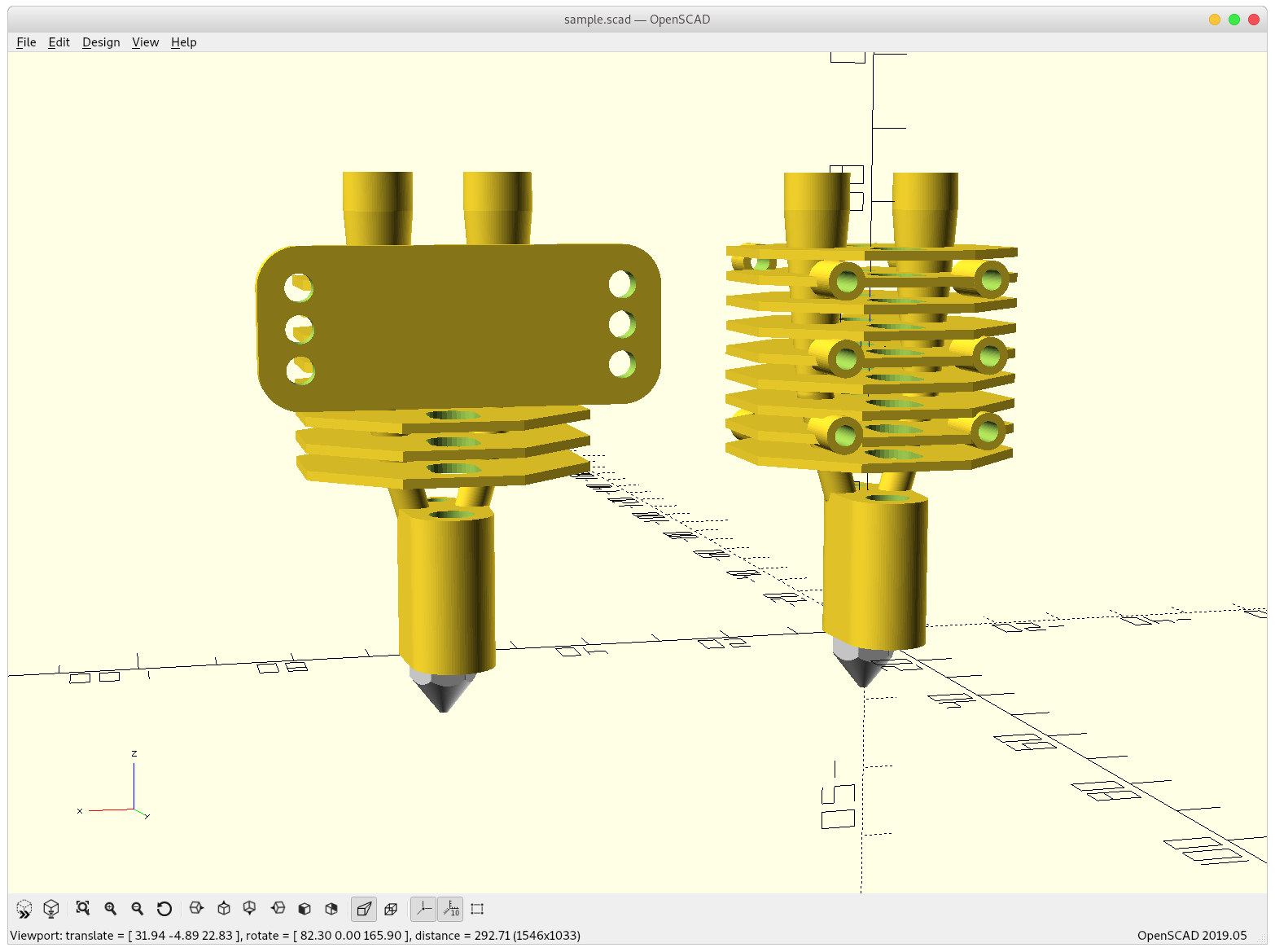
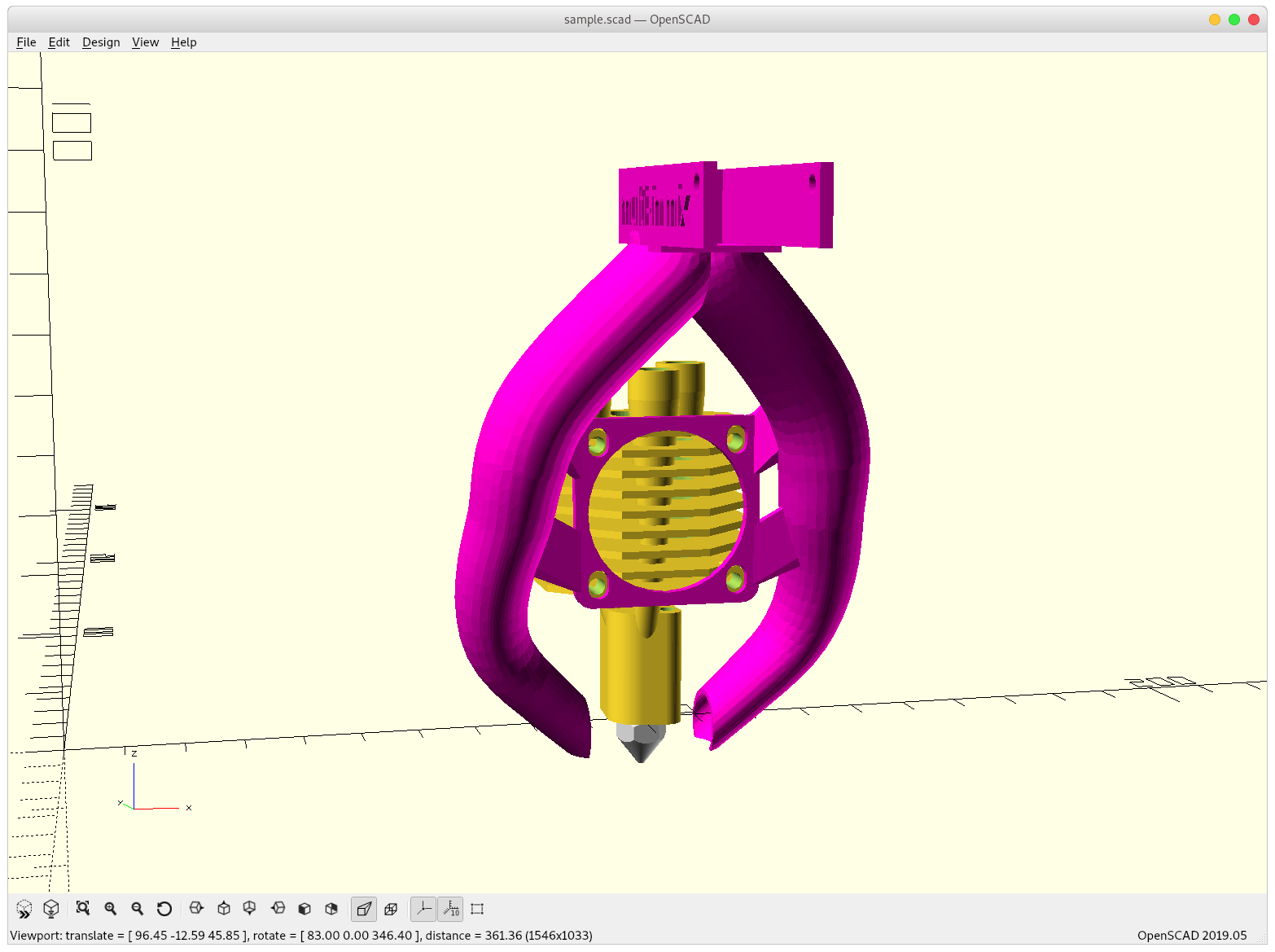
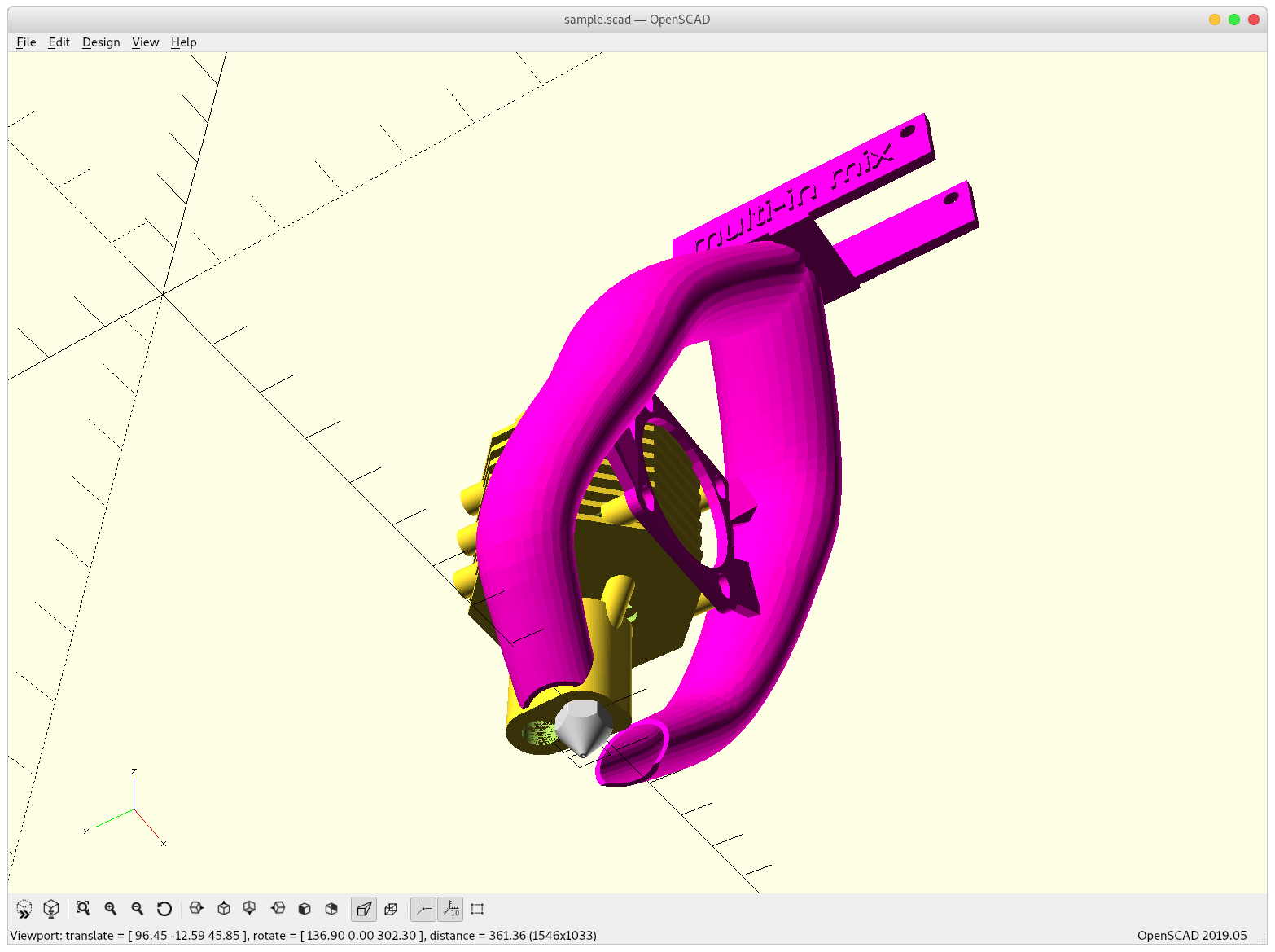
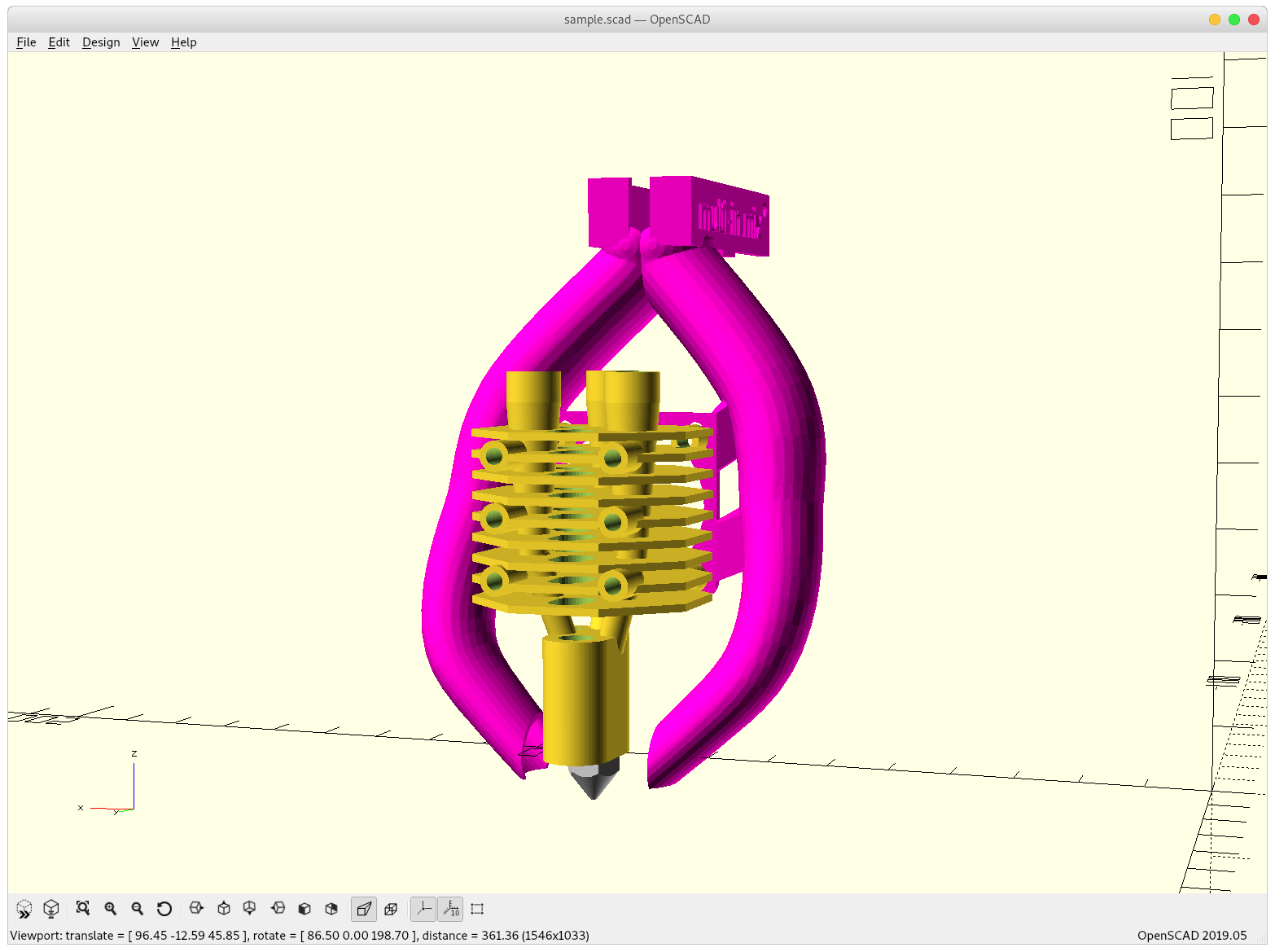
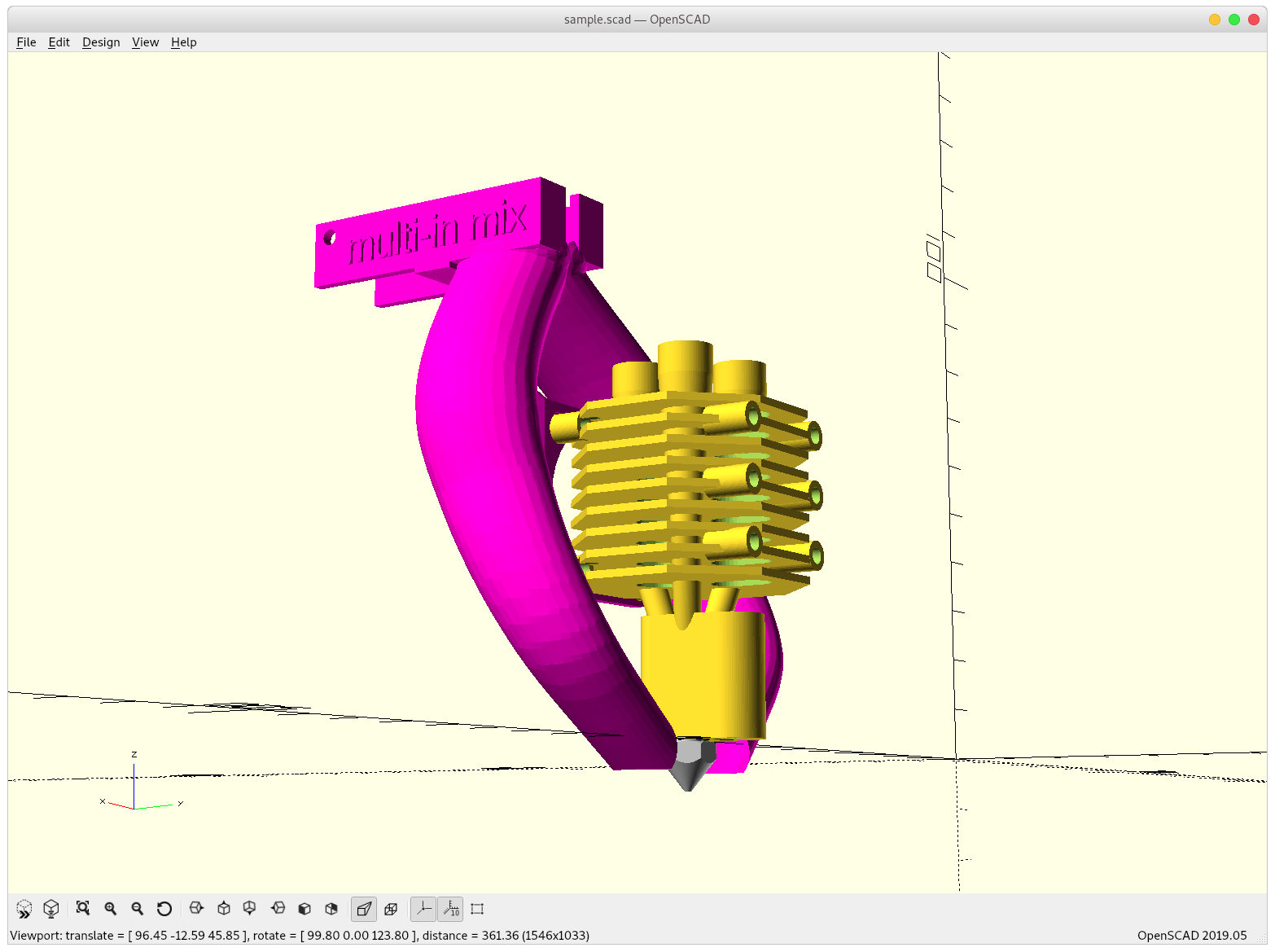
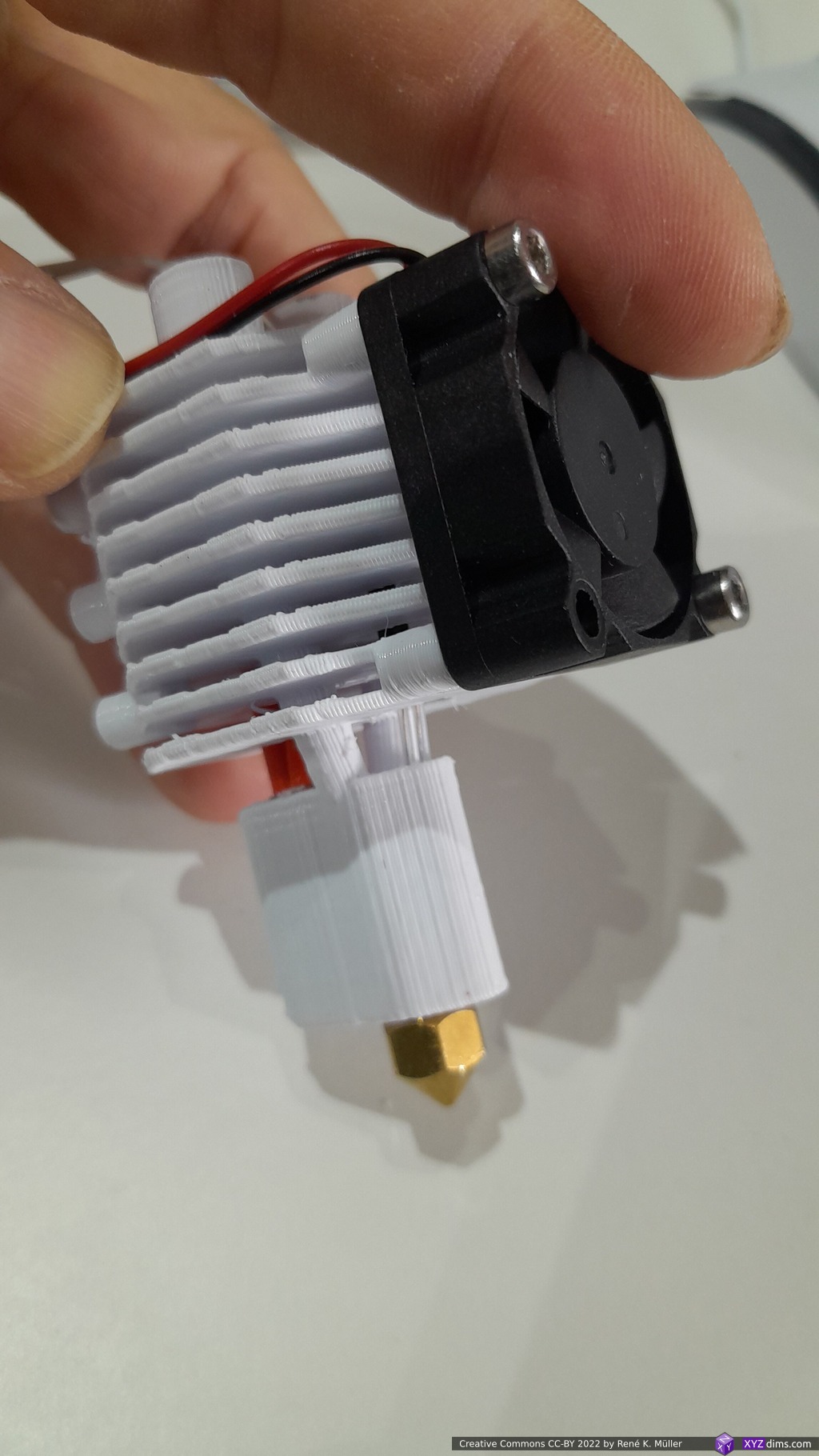
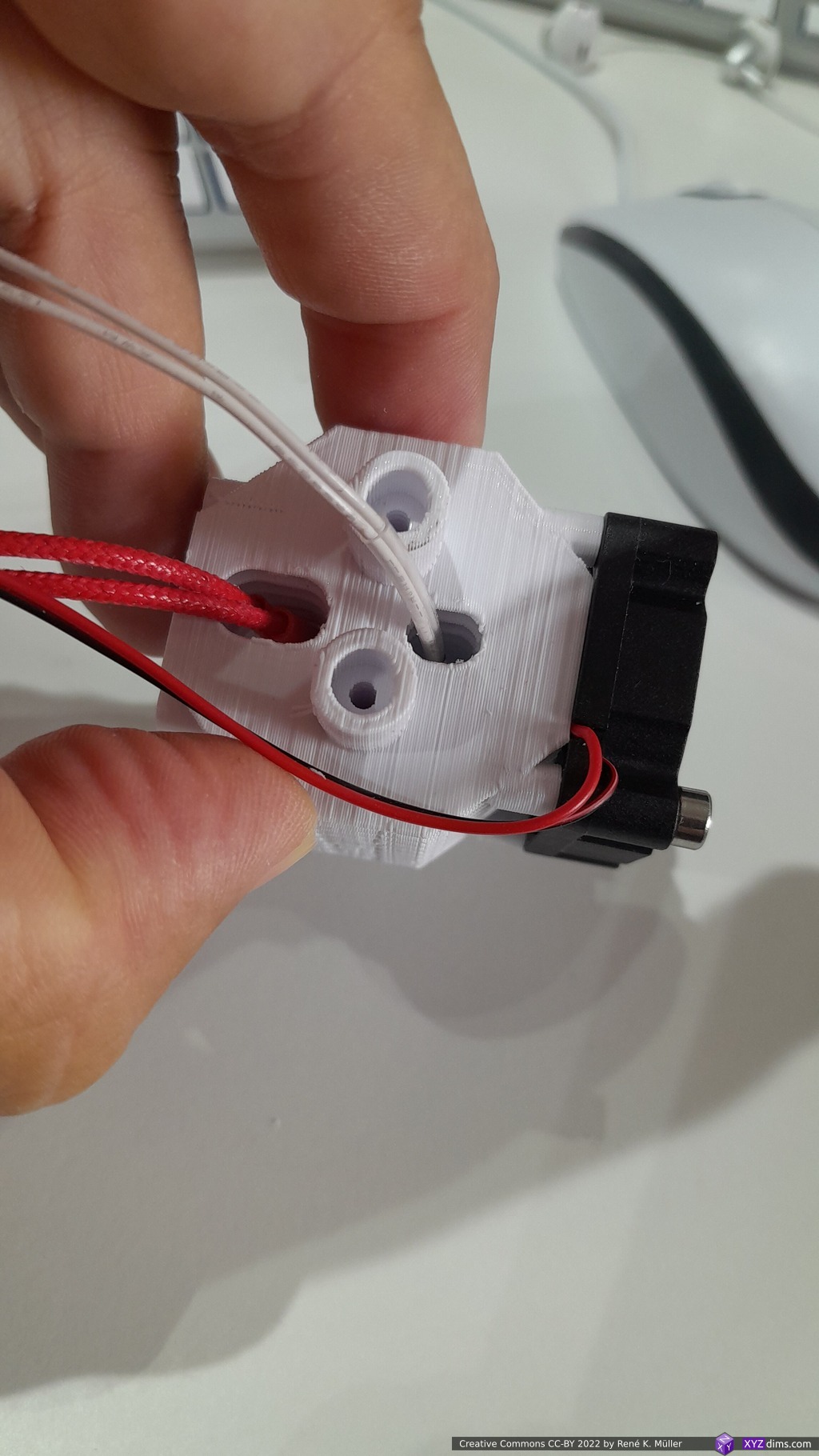
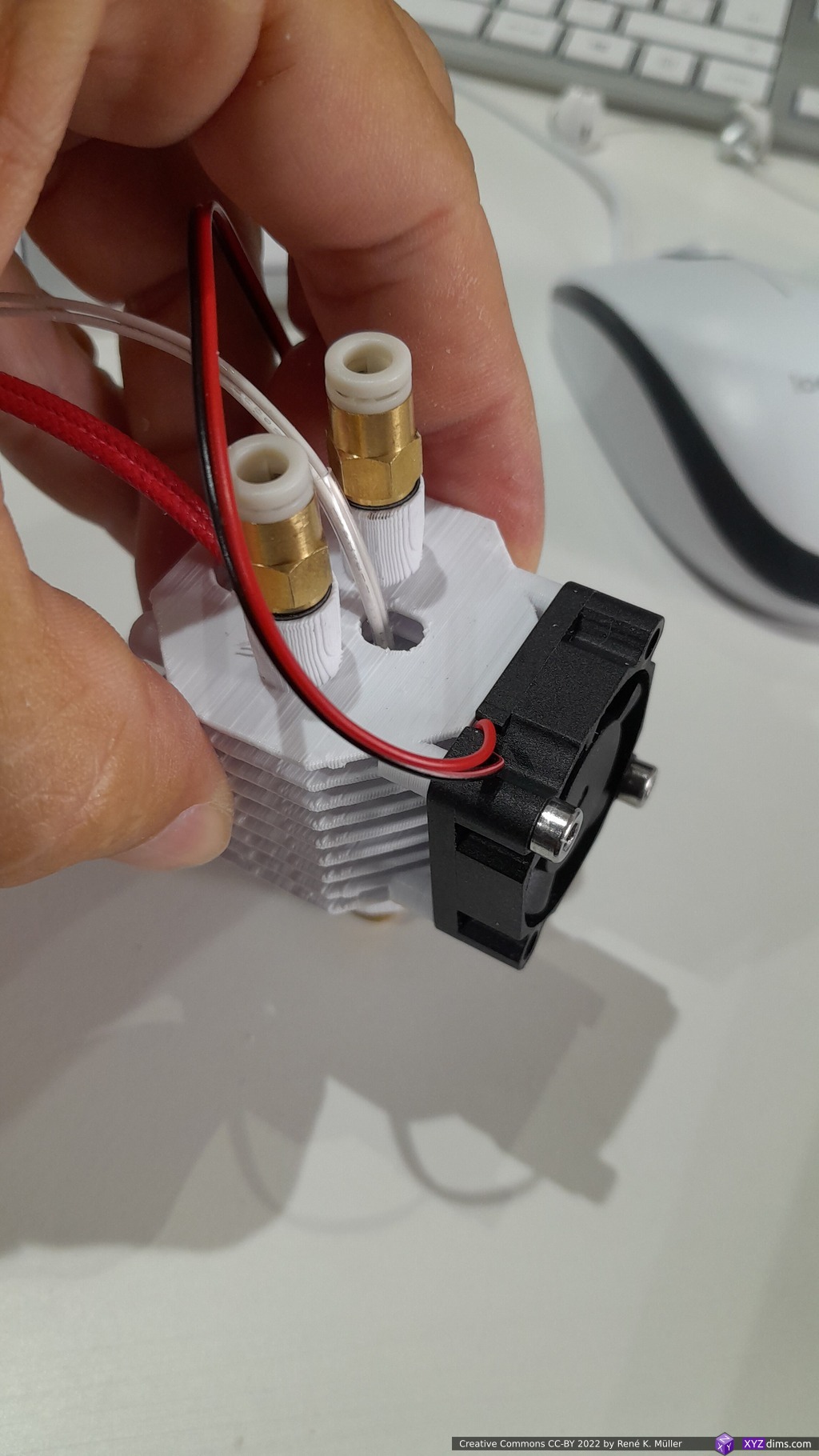
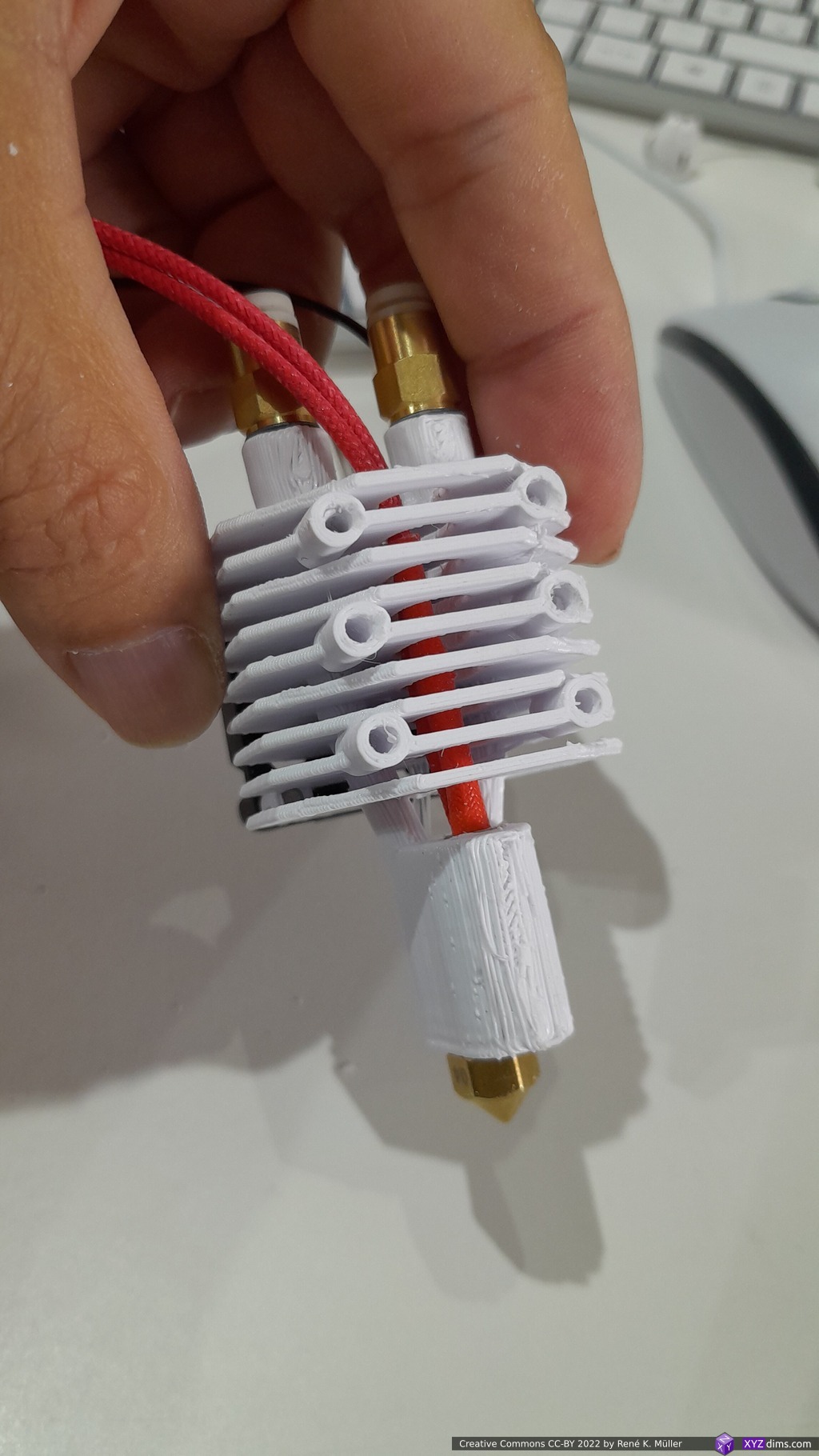
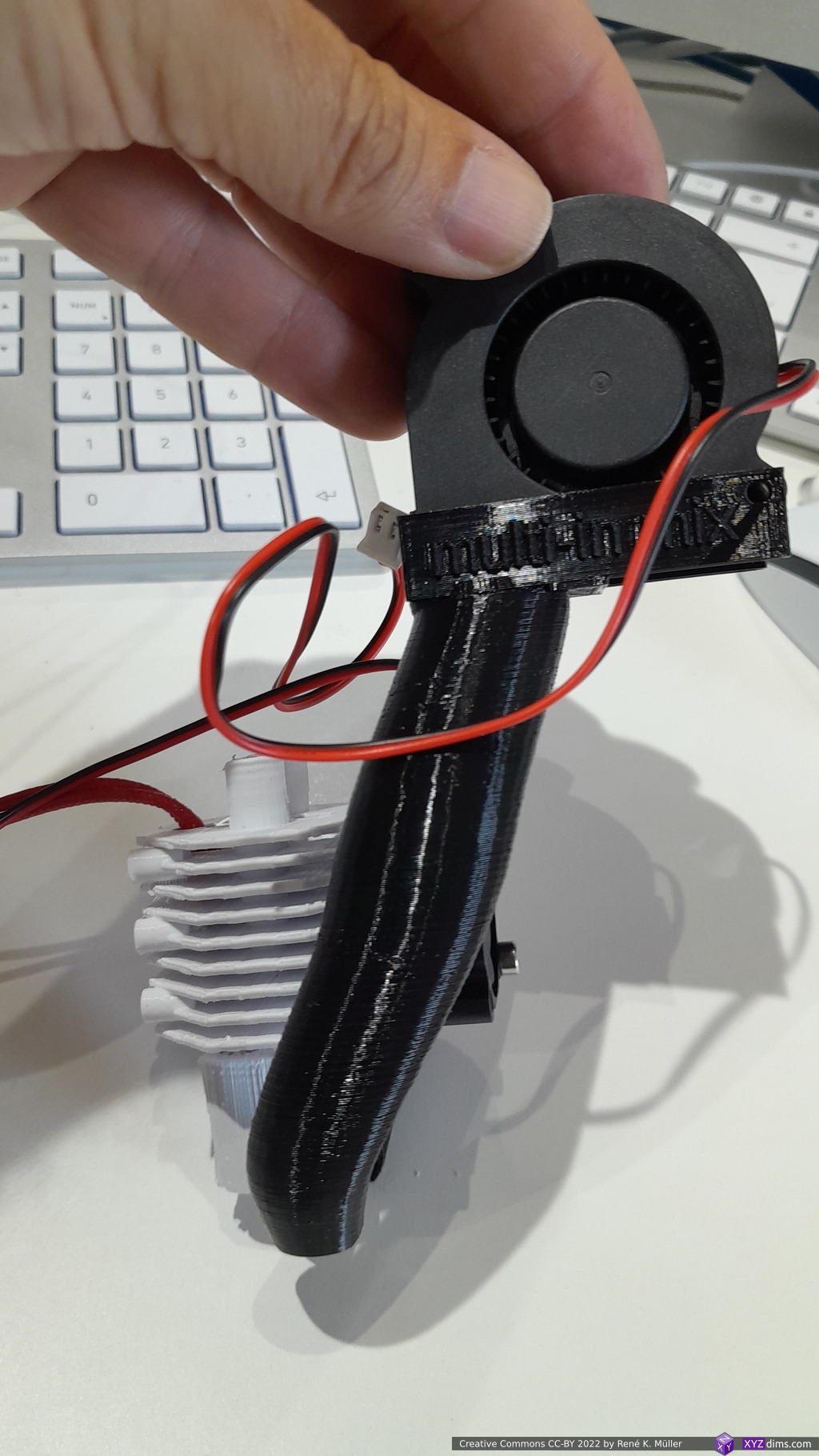
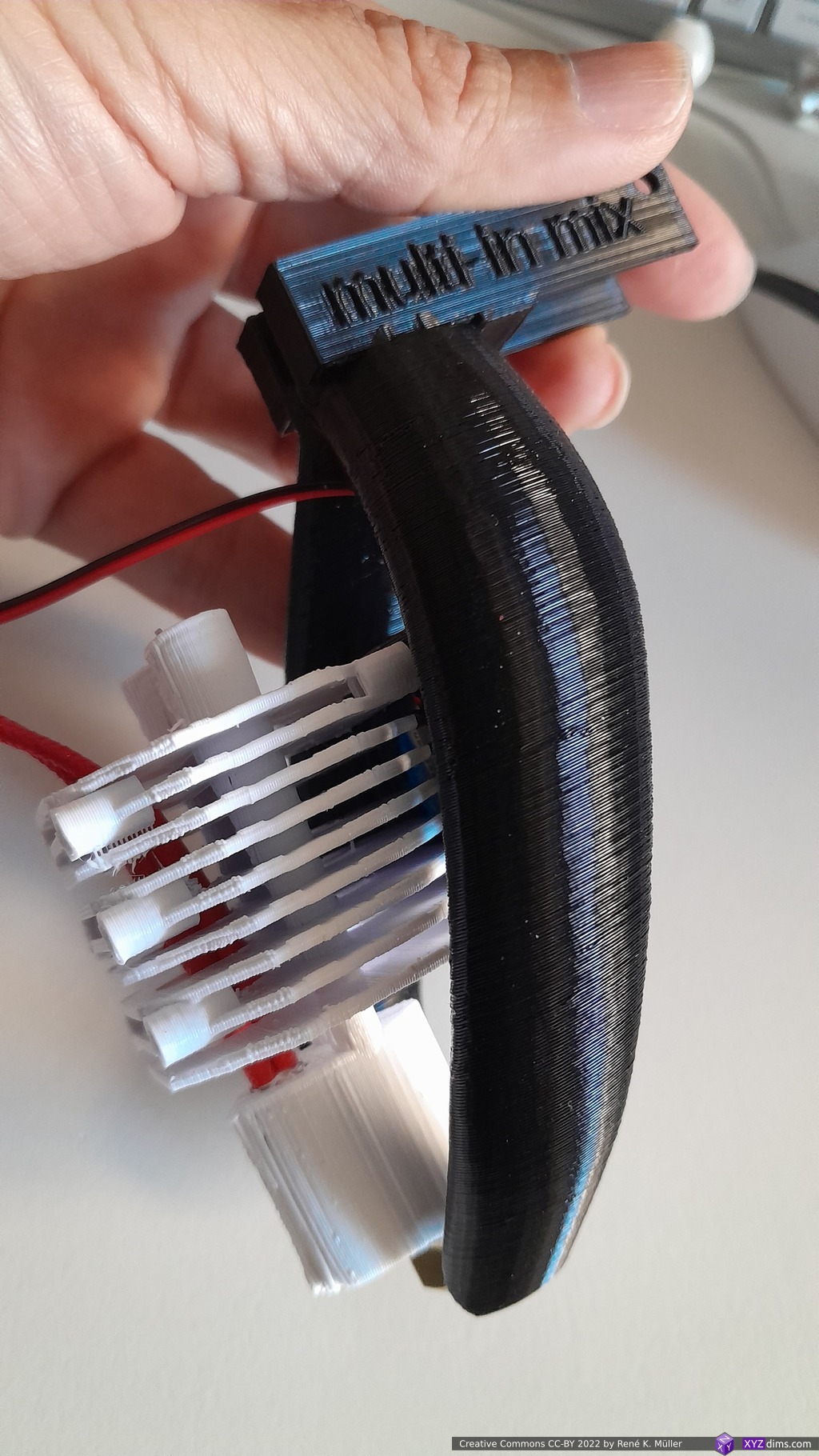
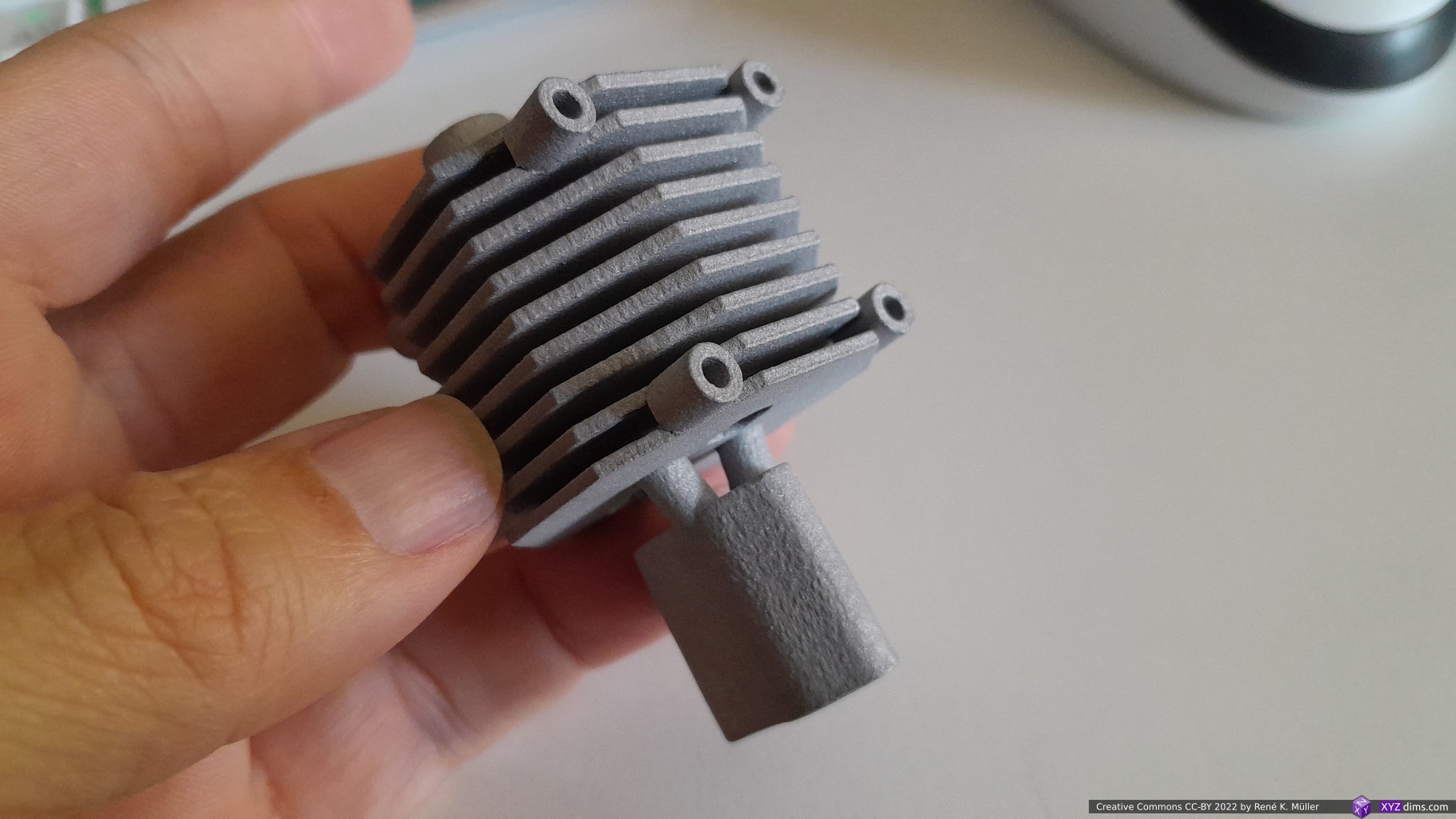
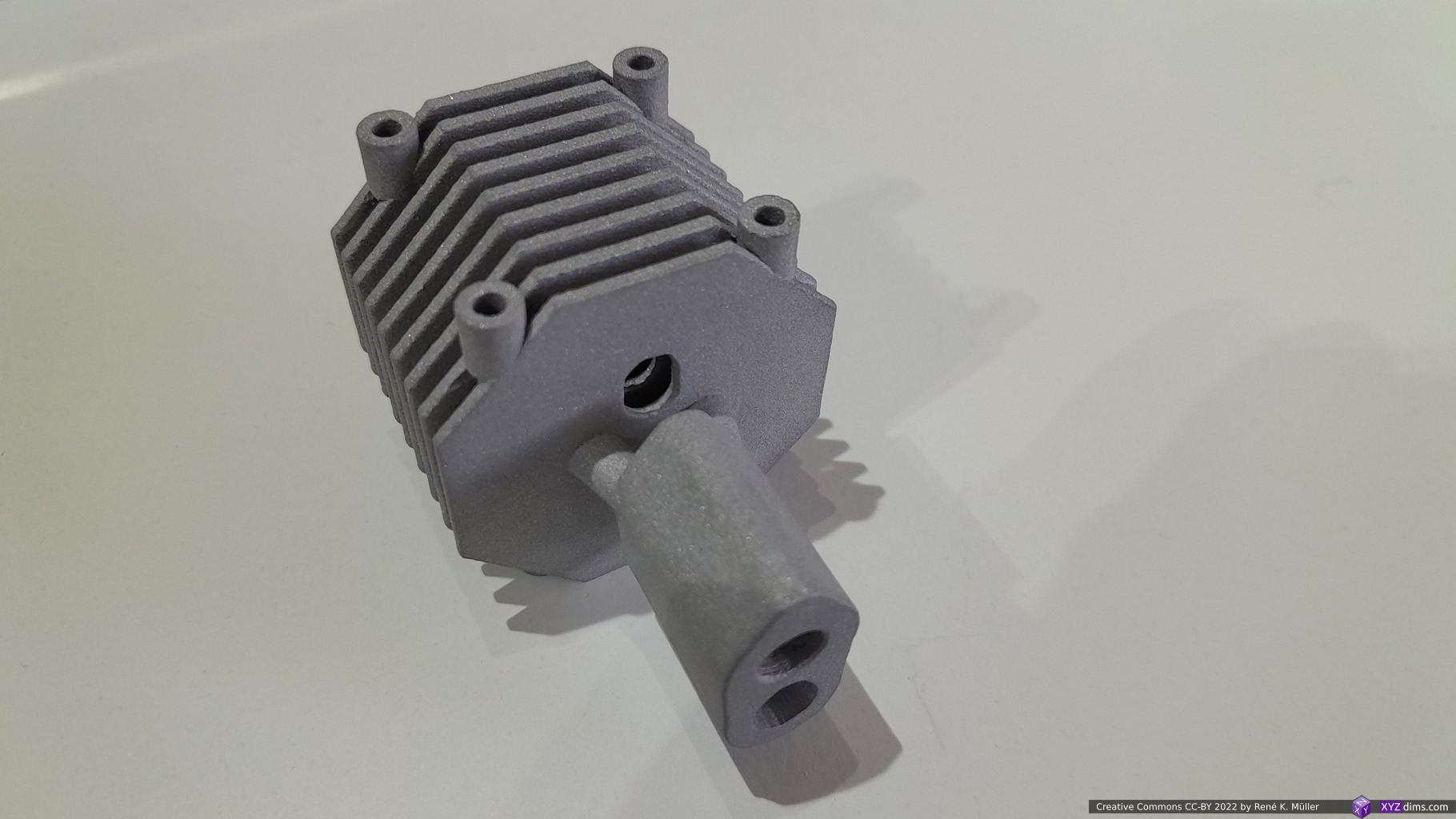
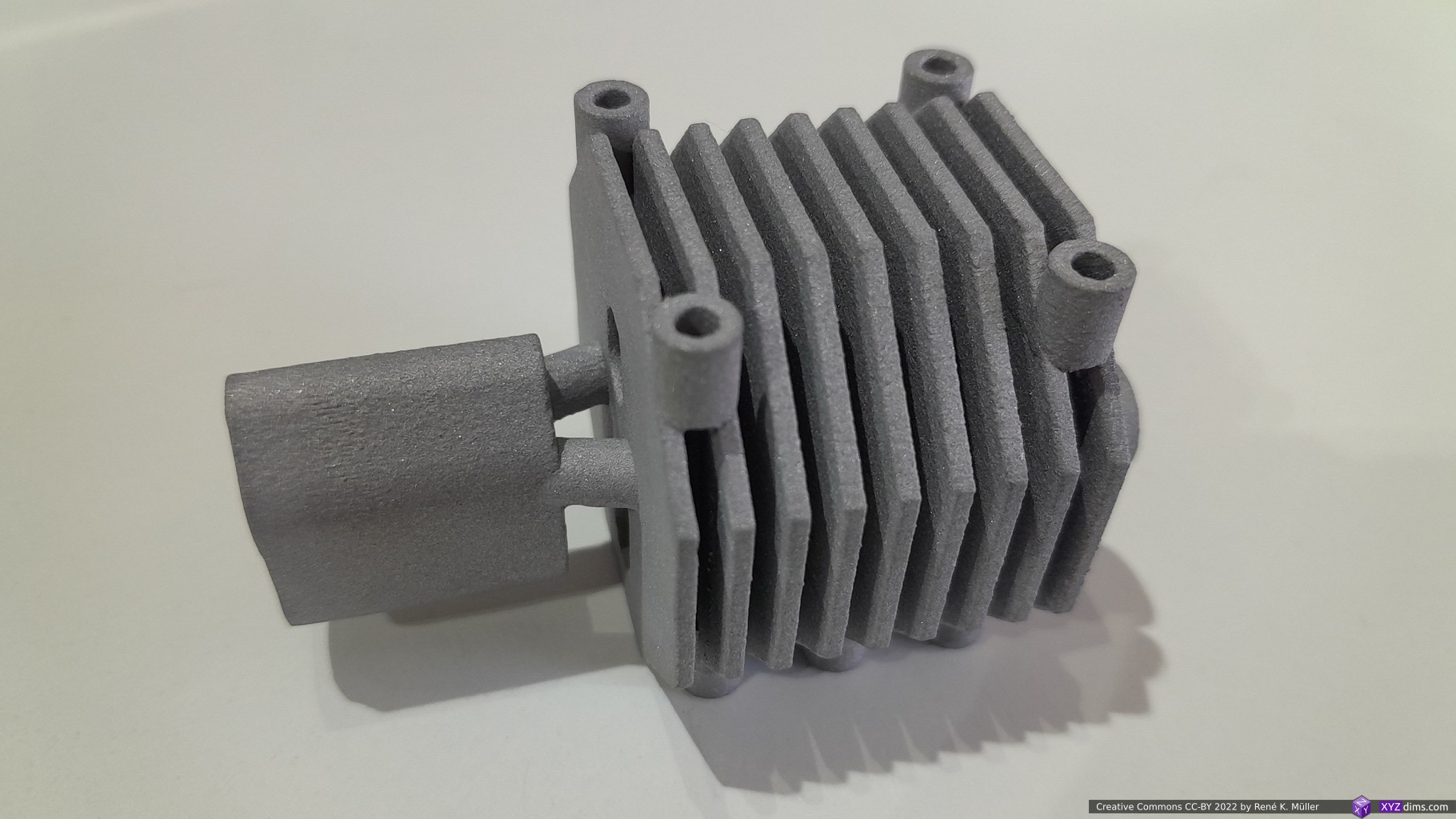
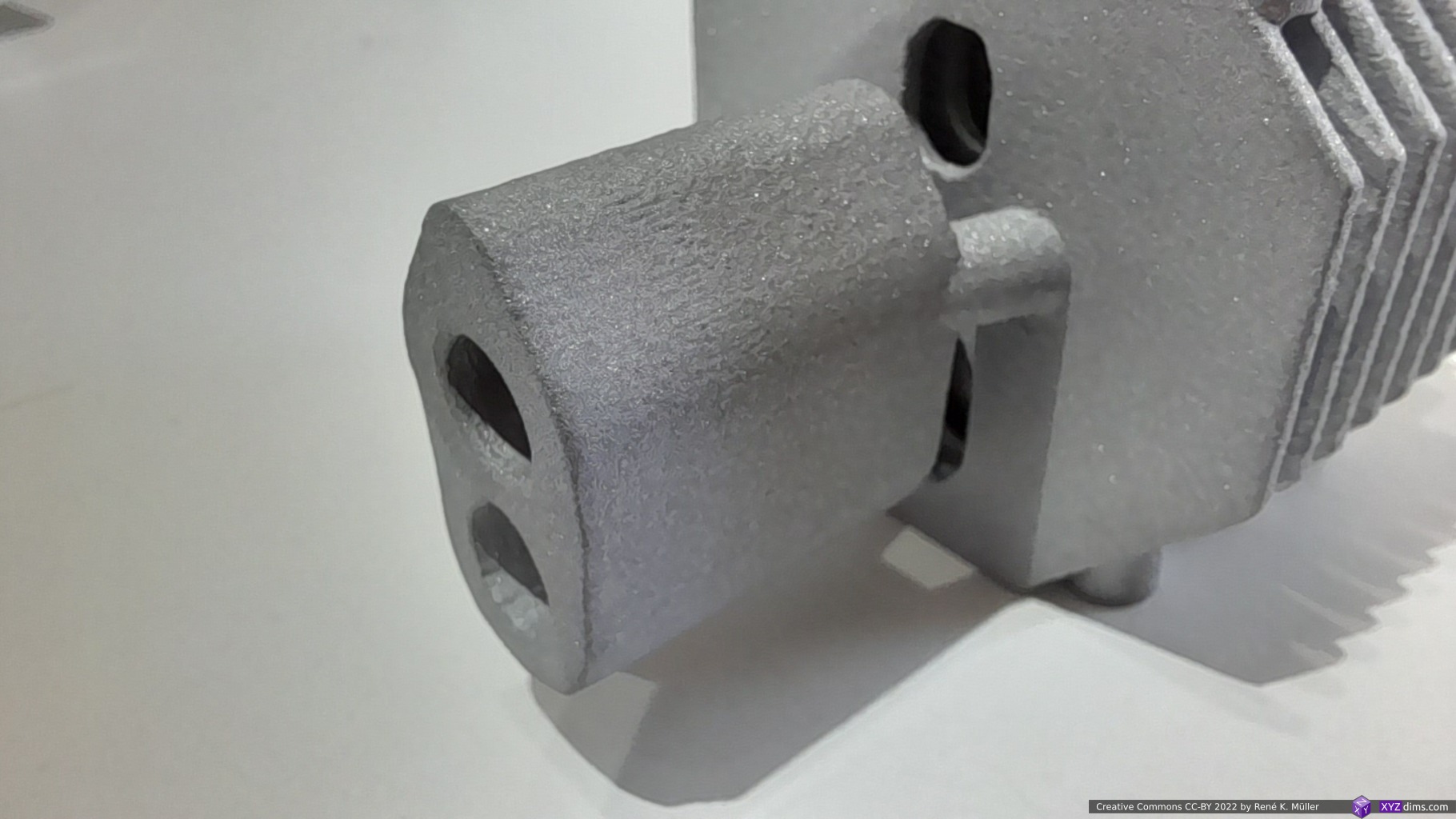
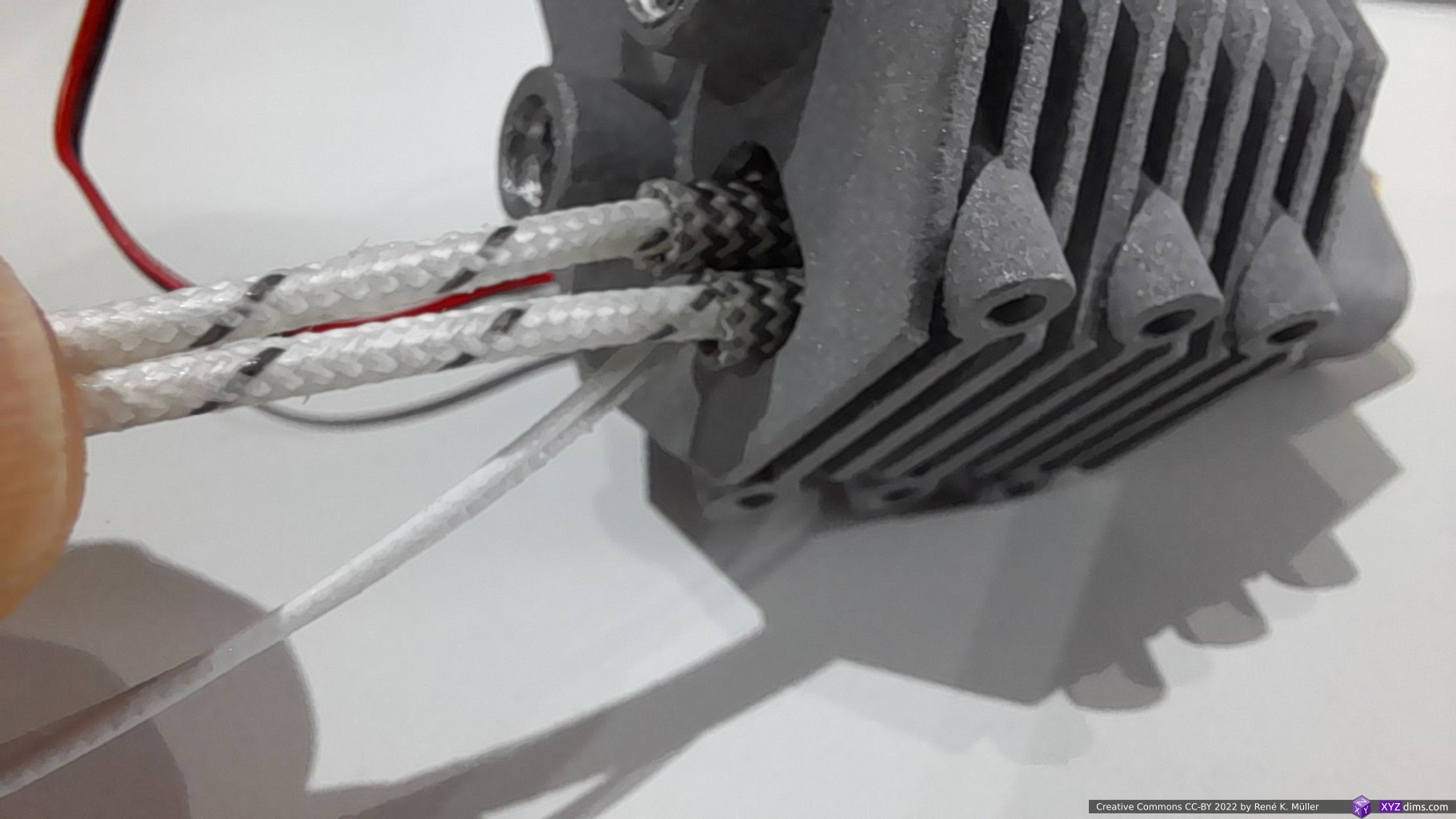
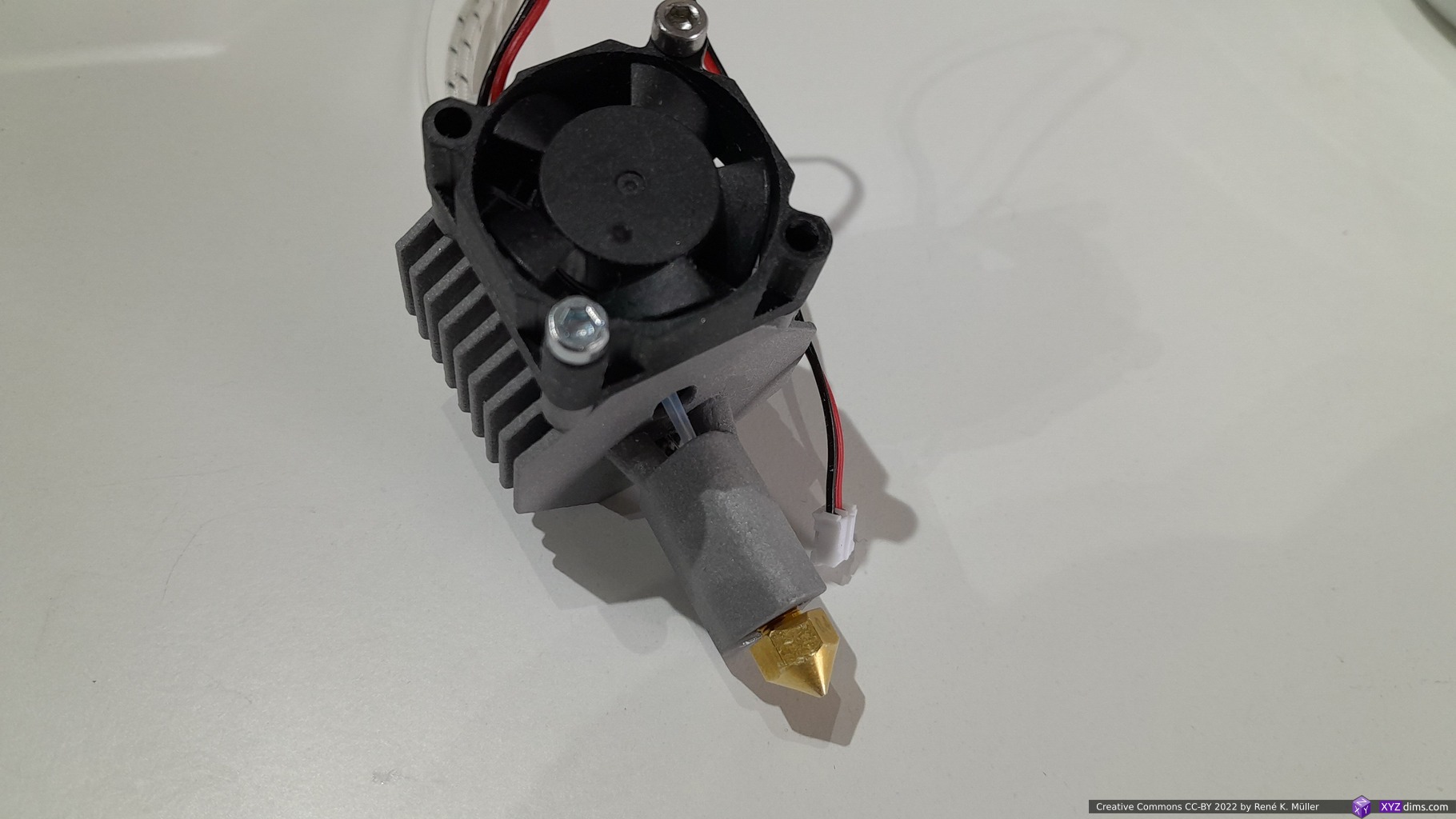
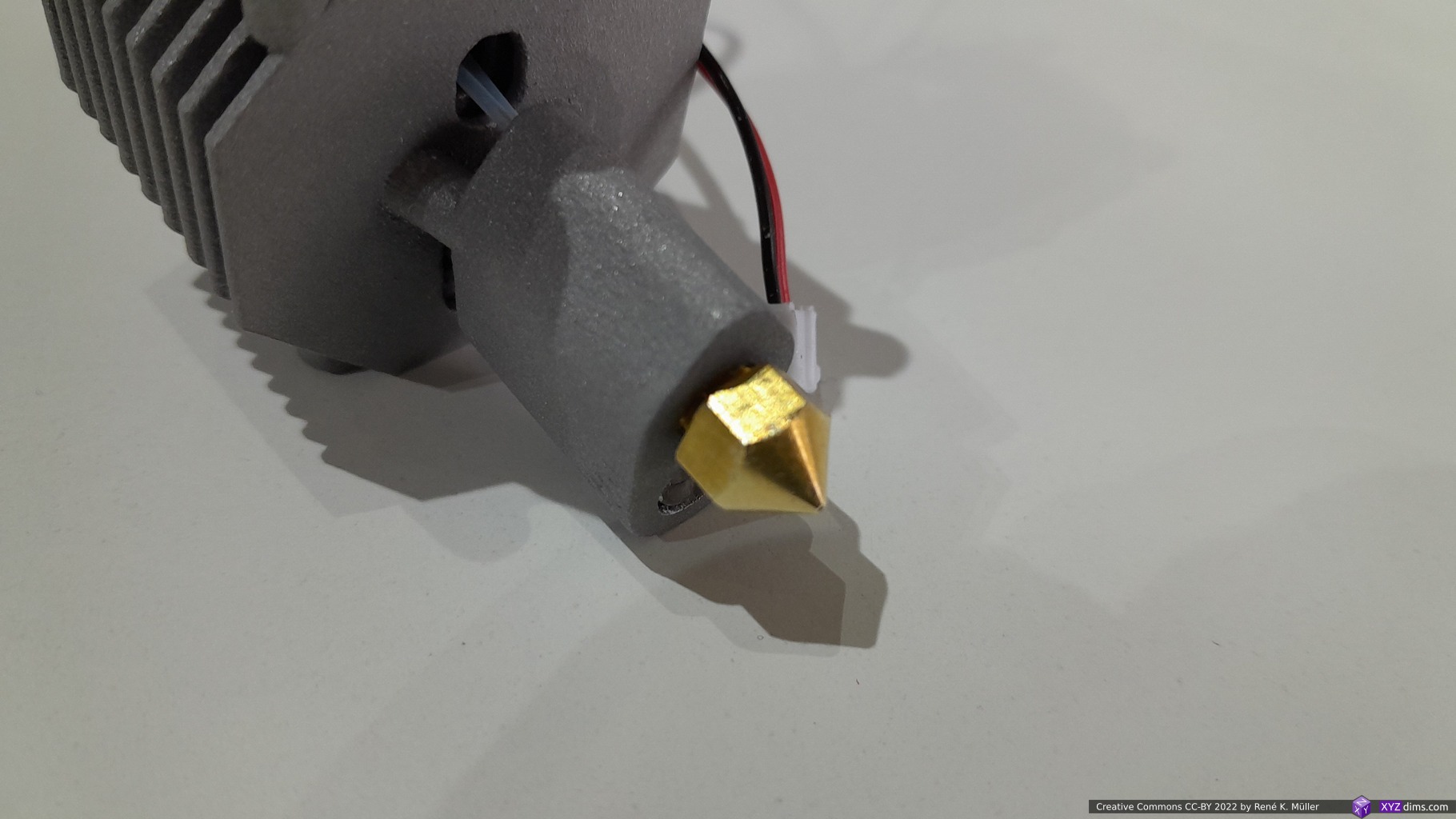
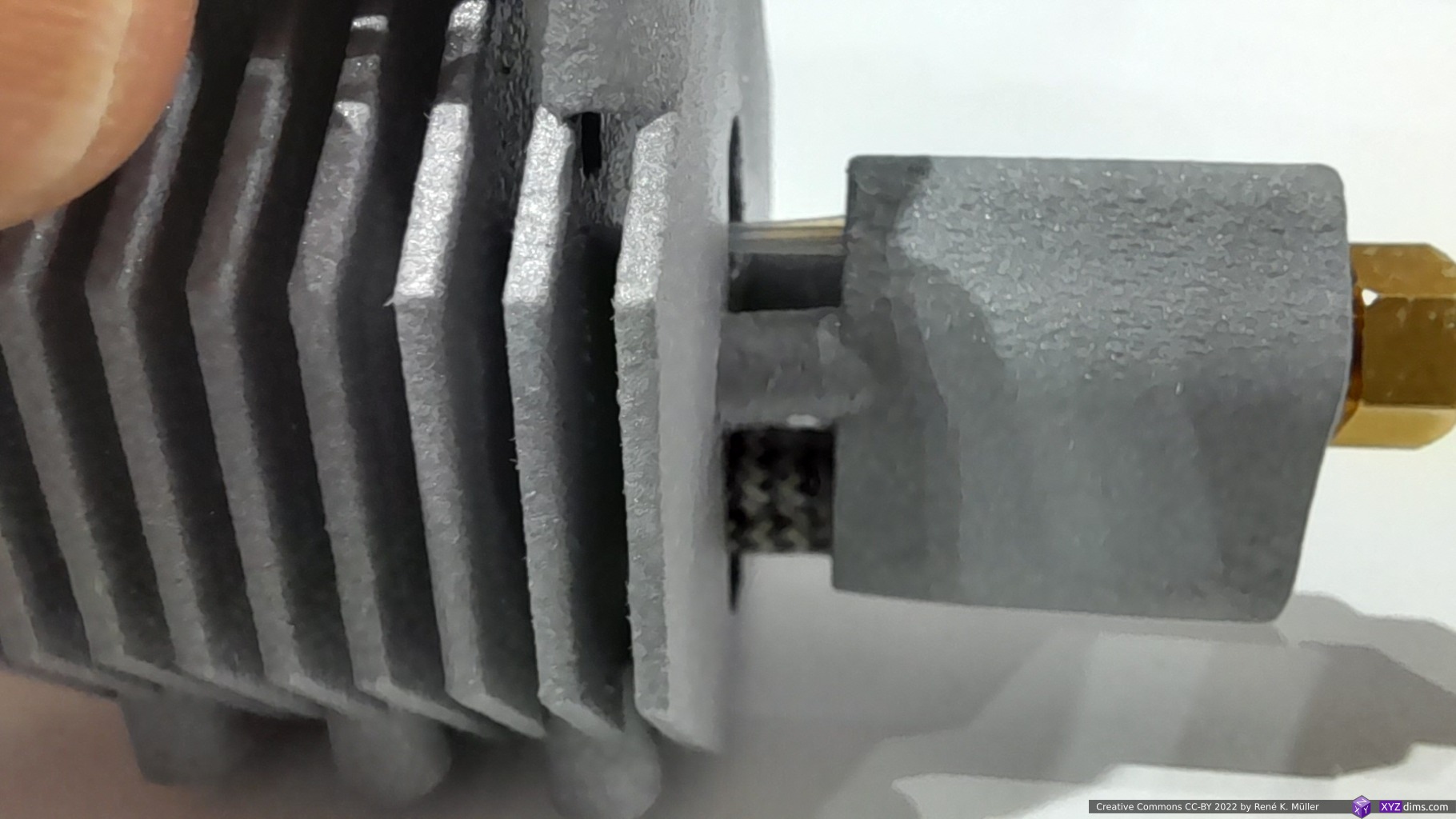
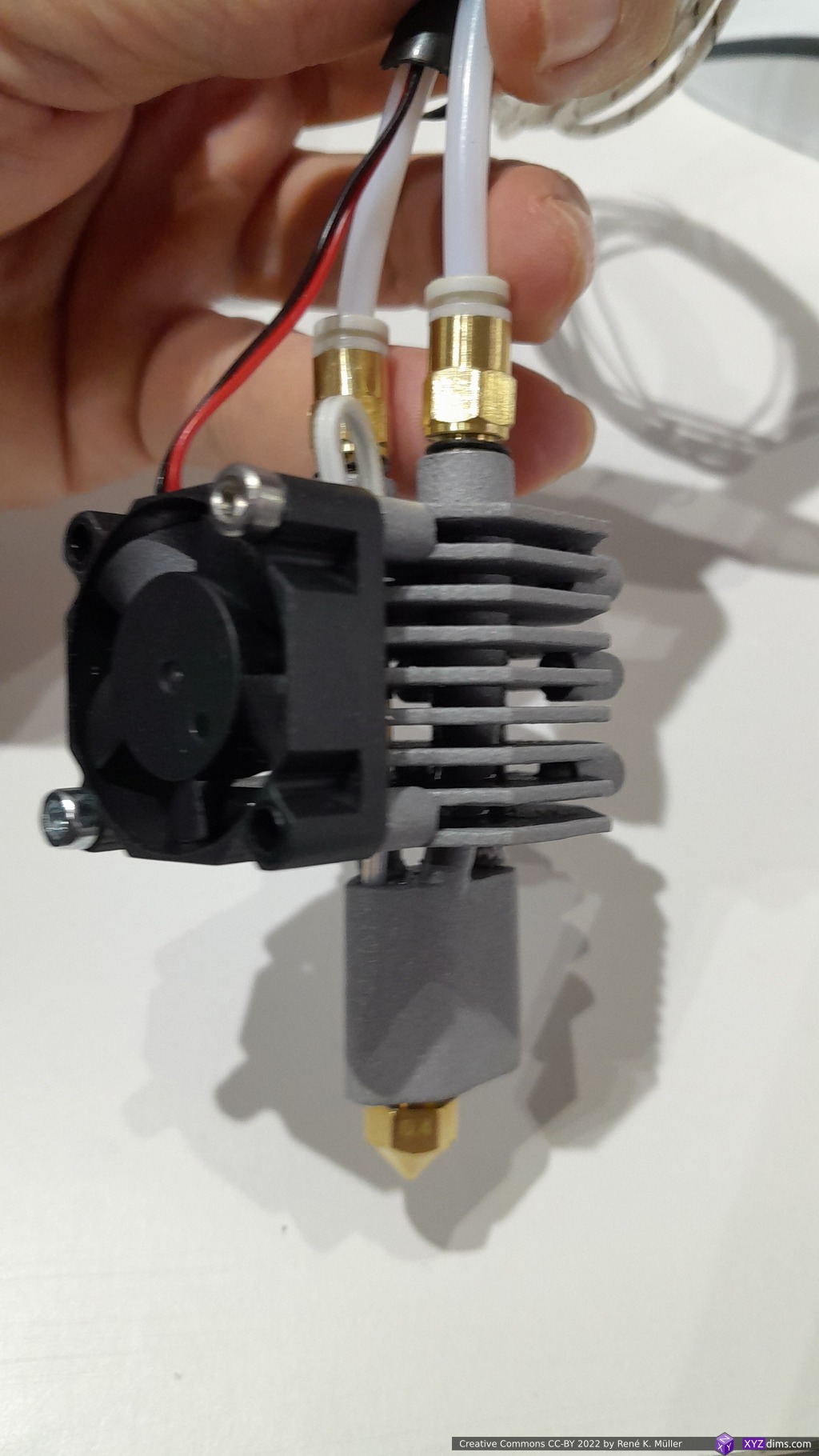
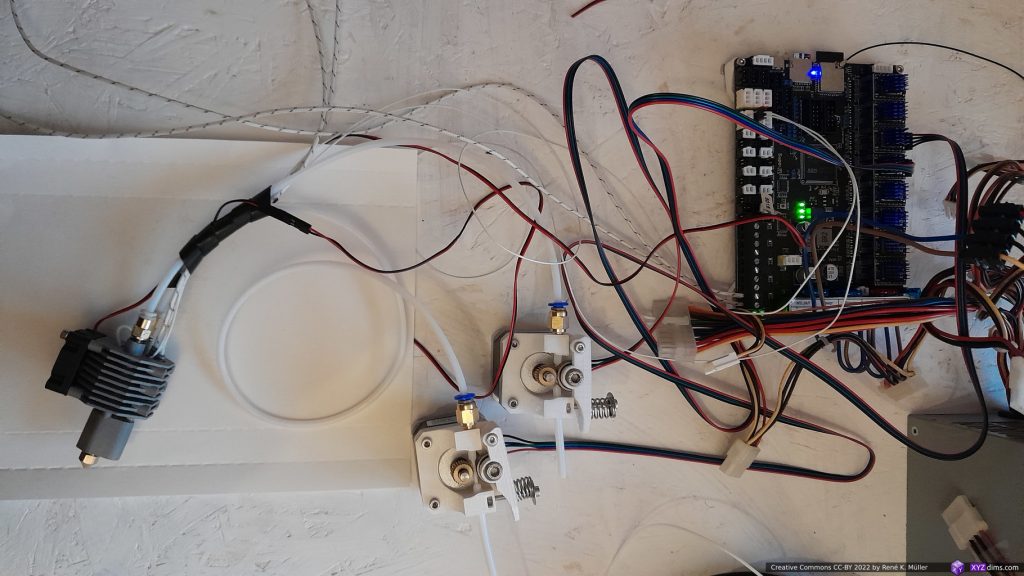
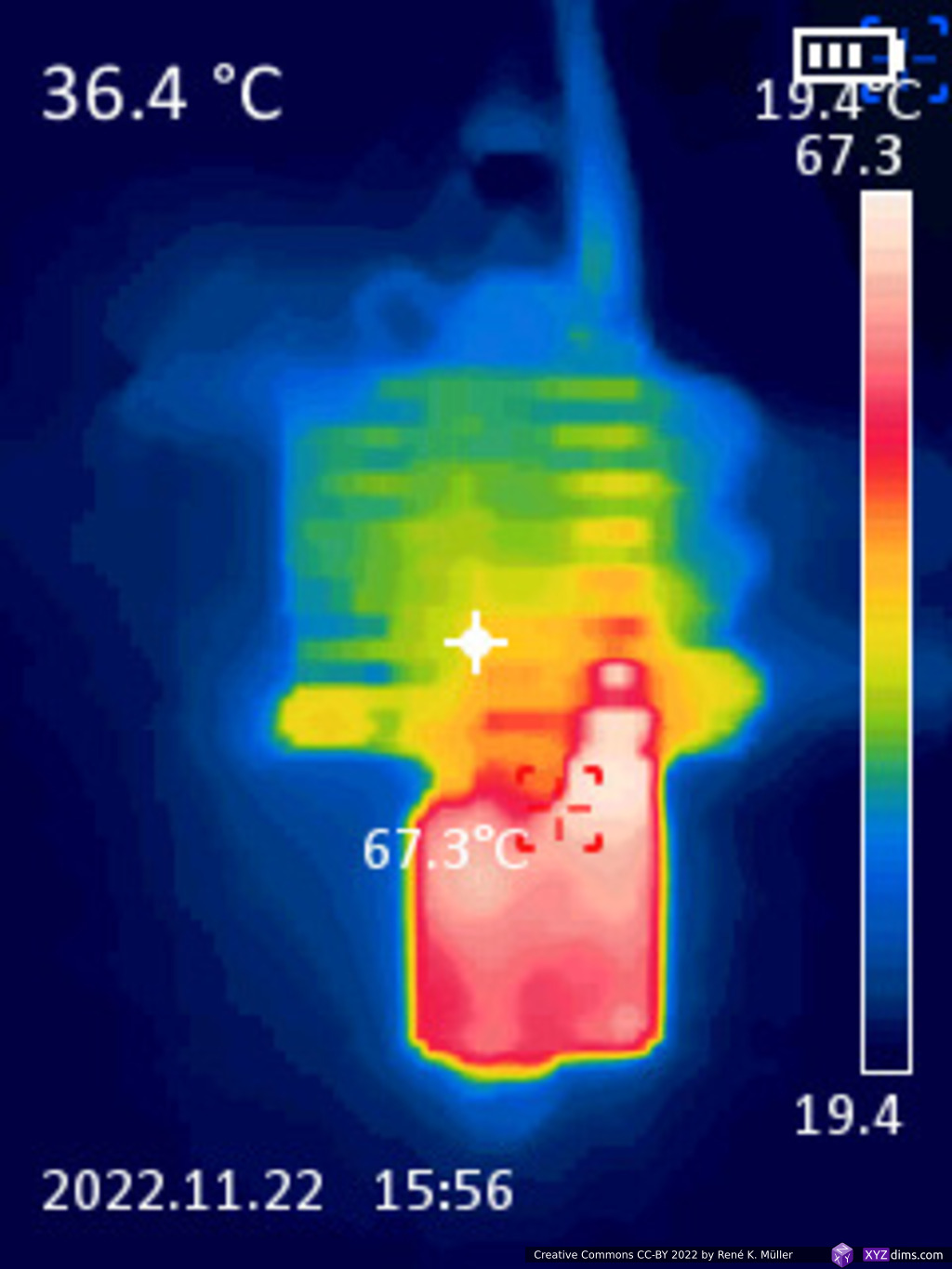
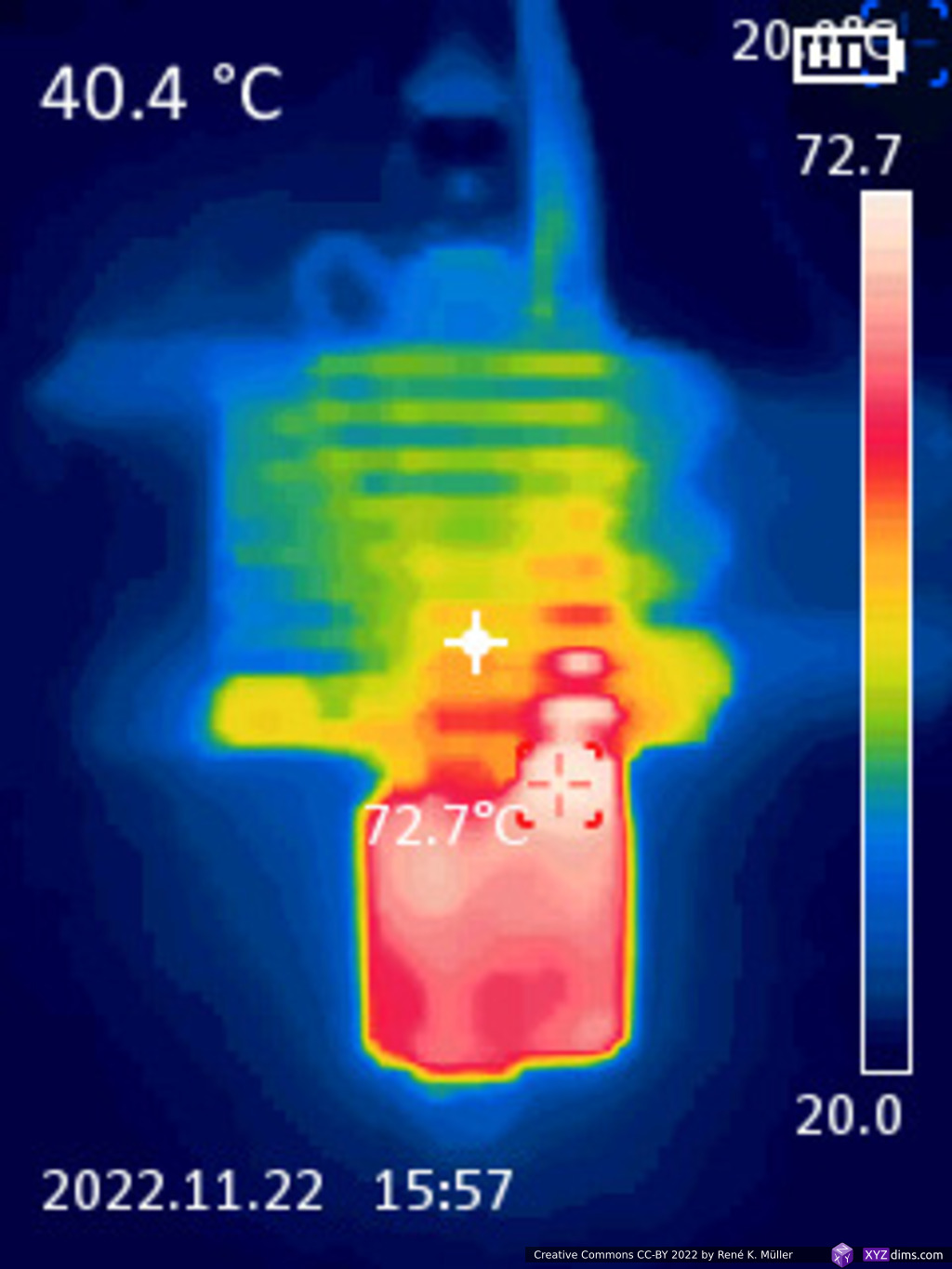
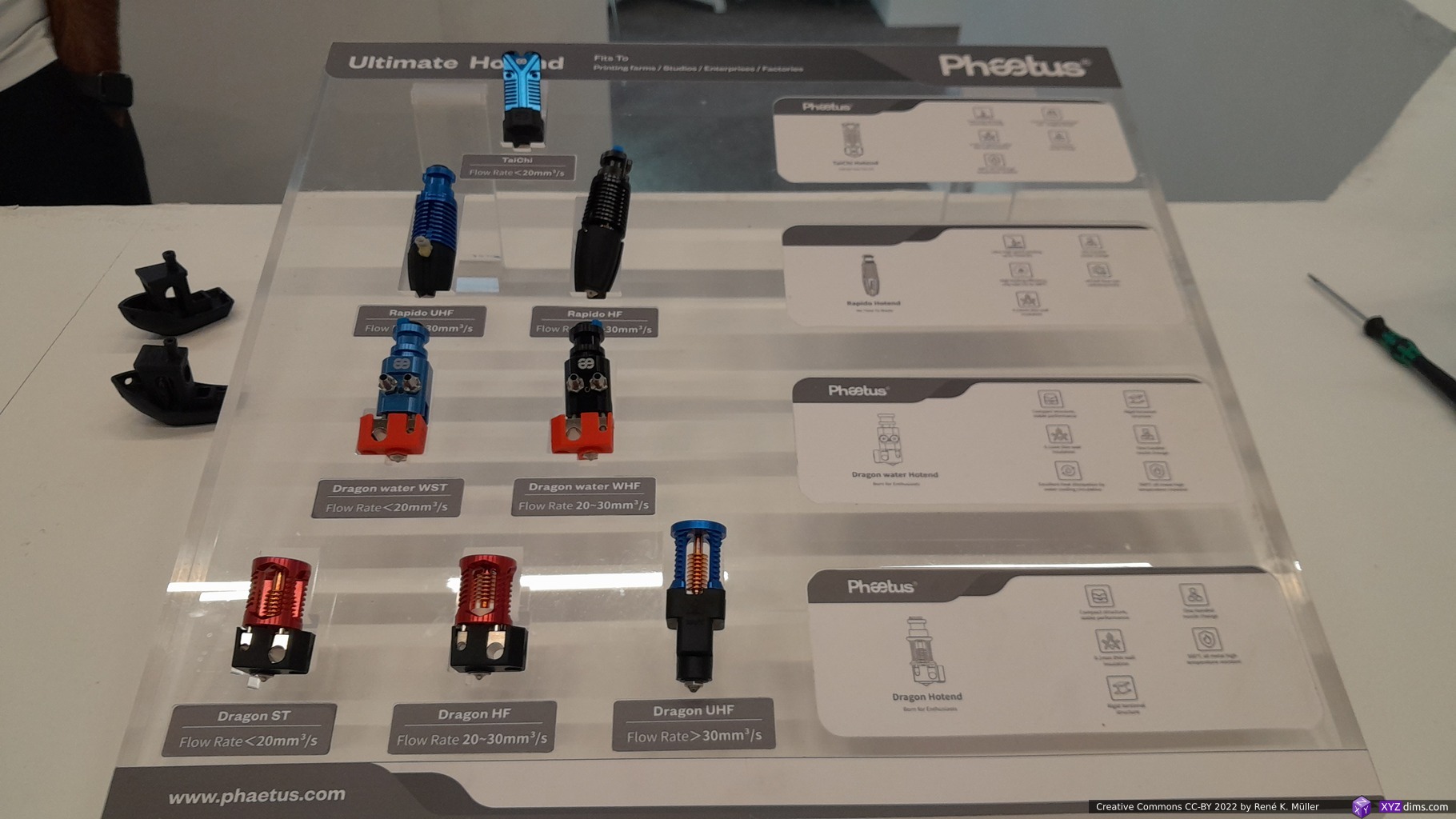
Phaetus & DropEffect
Visited Phaetus expecting to just meet sales people instead I ran into Maximilian Arnold, owner of DropEffect which designs hotends under his own brand but also for chinese-based Phaetus as R&D director. I showed him photos of my early prototype of a Multi-In Mixing Hotend supposed to be printed in Aluminium and he immediately commented on my design and gave me useful input – unexpected interesting and fruitful exchange.


A brief interview with Max conducted by MihaiDesigns:
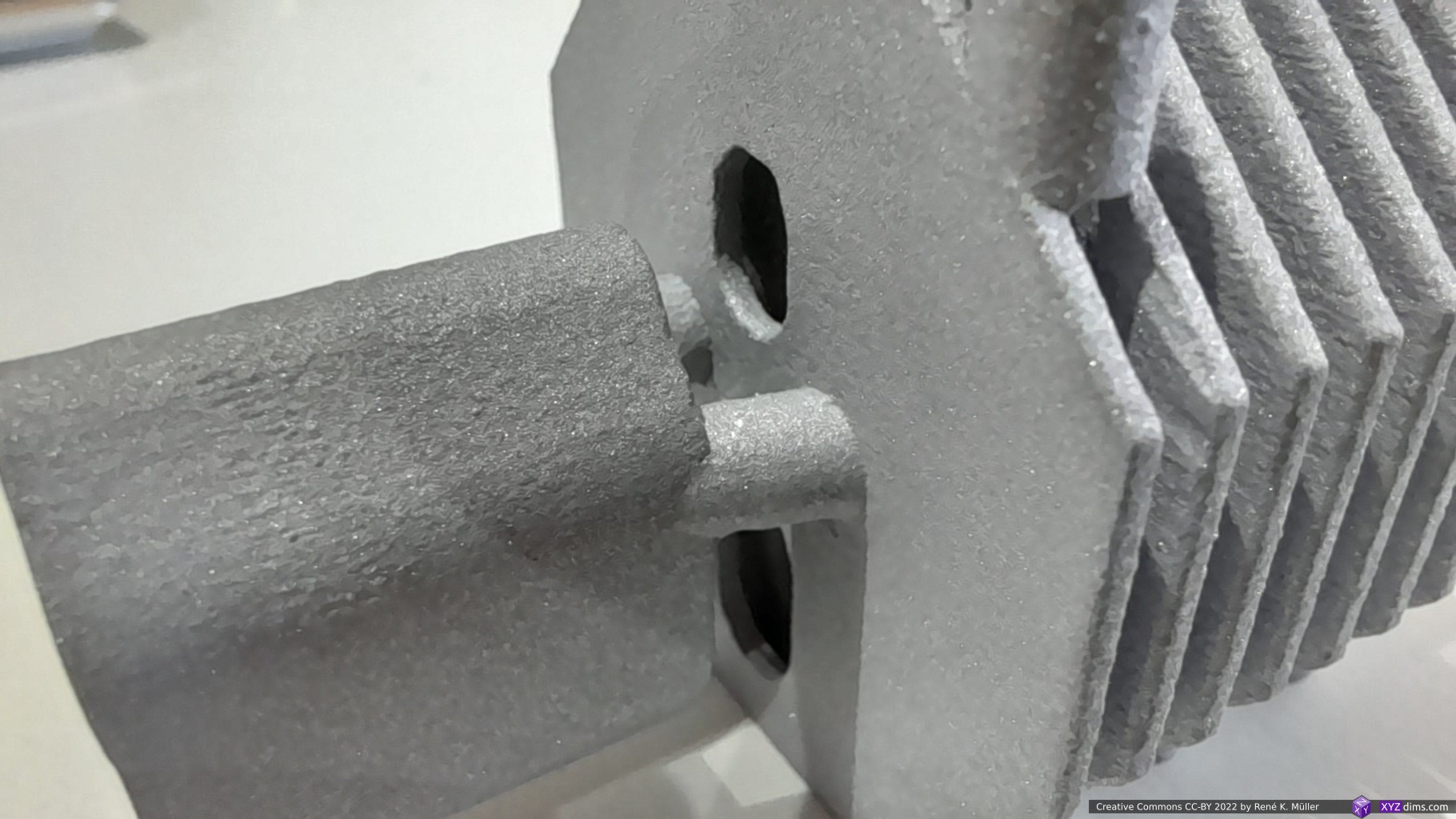
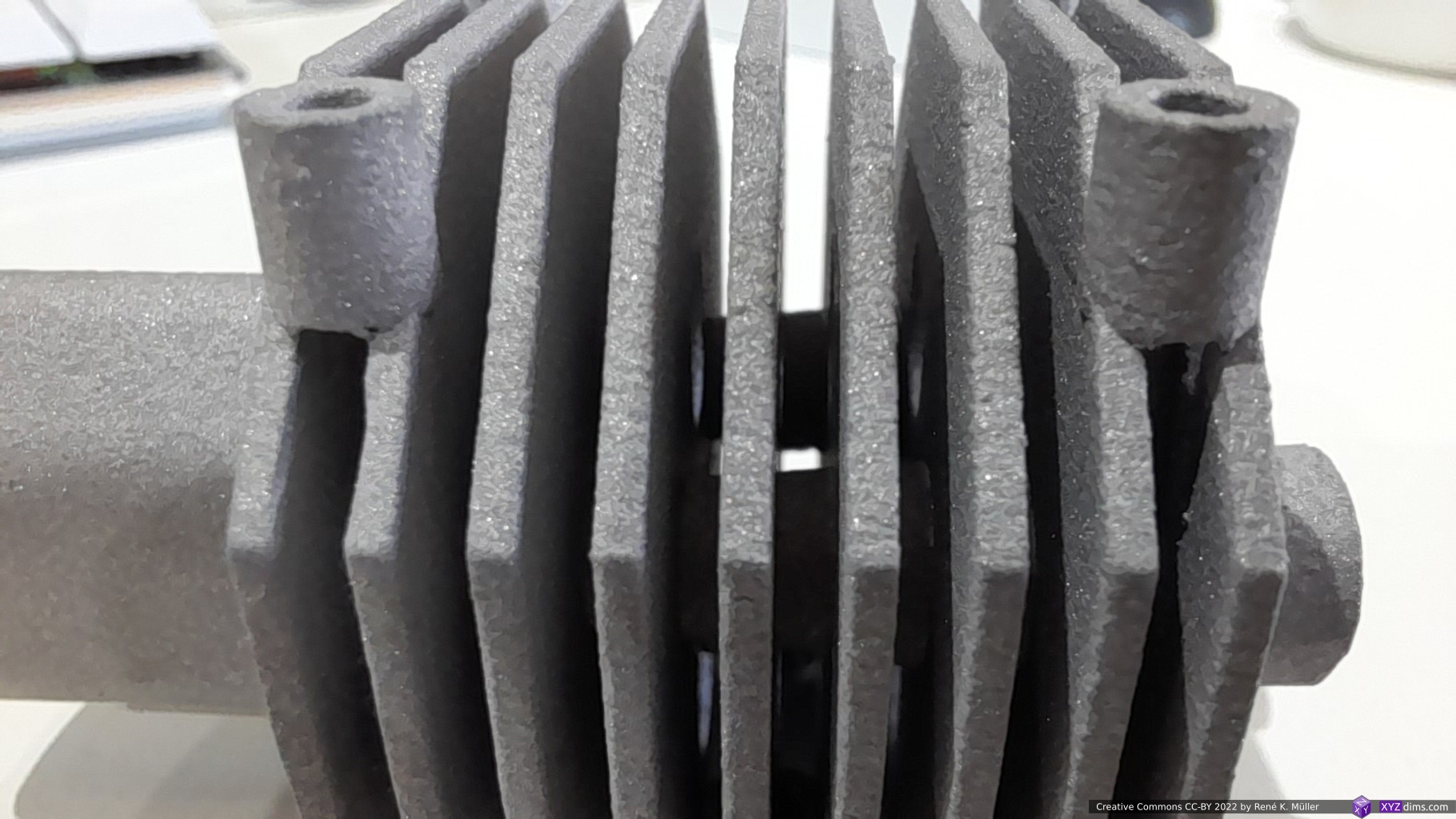
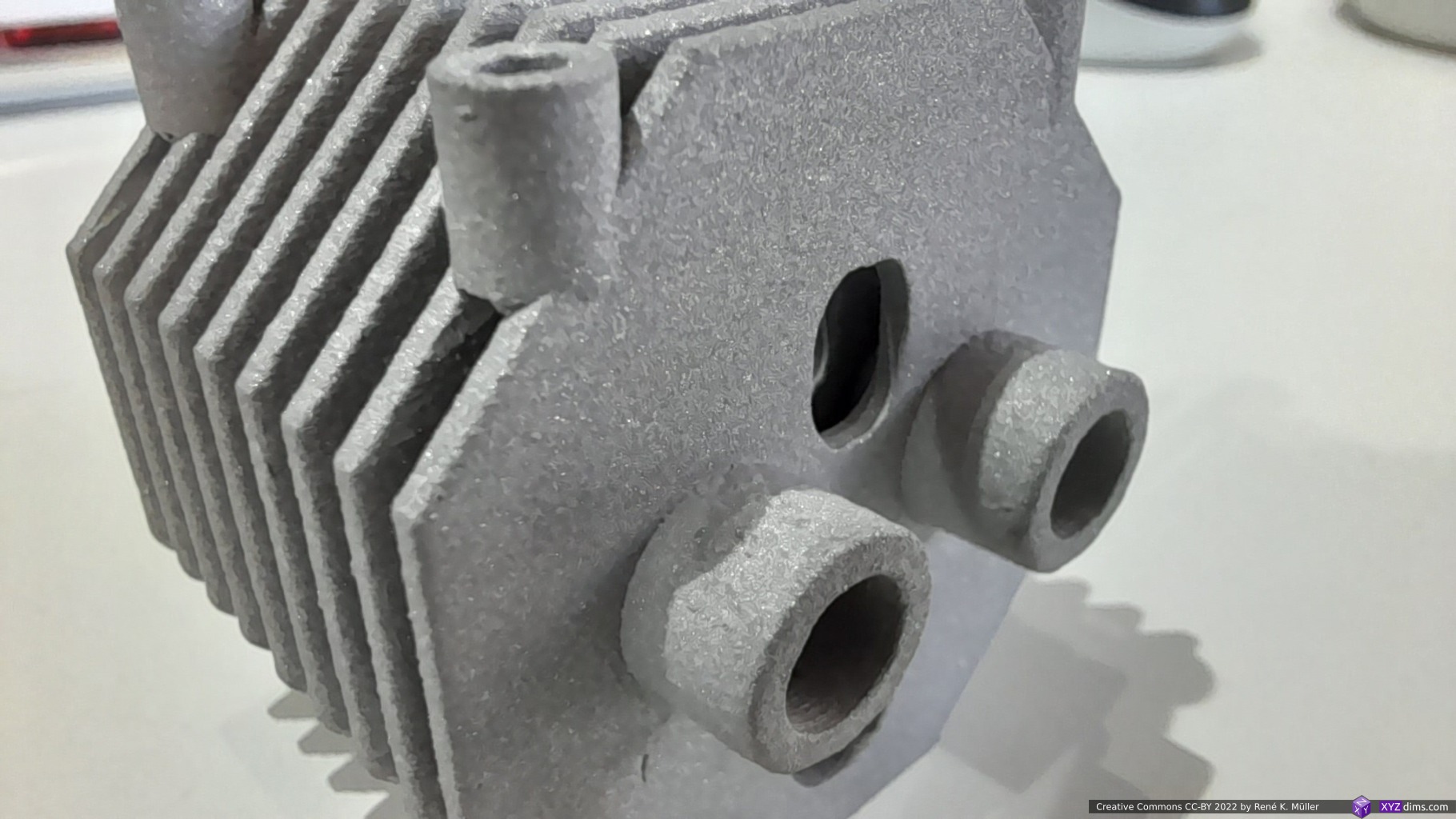
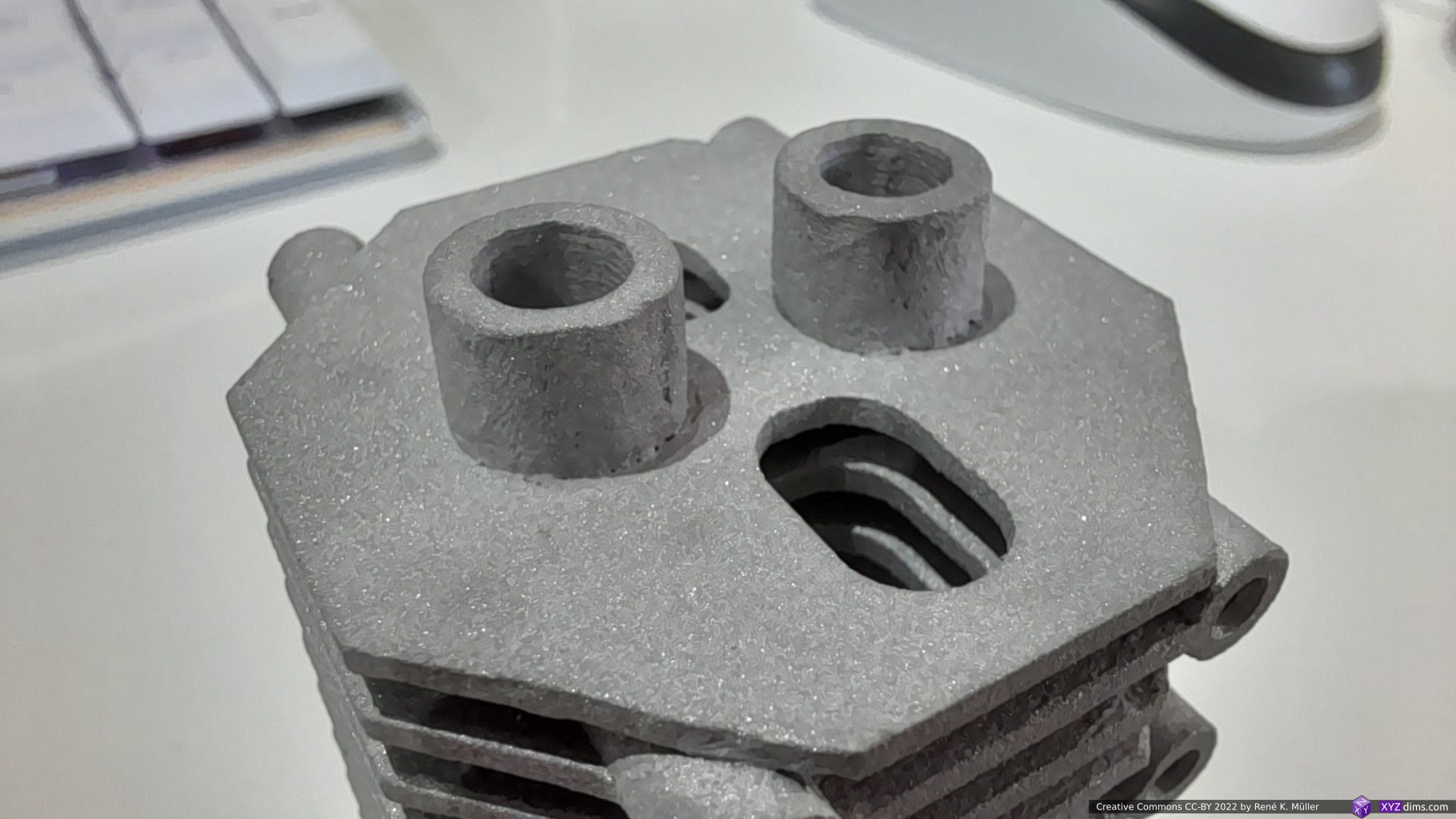
XAct Metal
This booth impressed by the samples they showed:



Namma
France-based company combining FDM and CNC together:
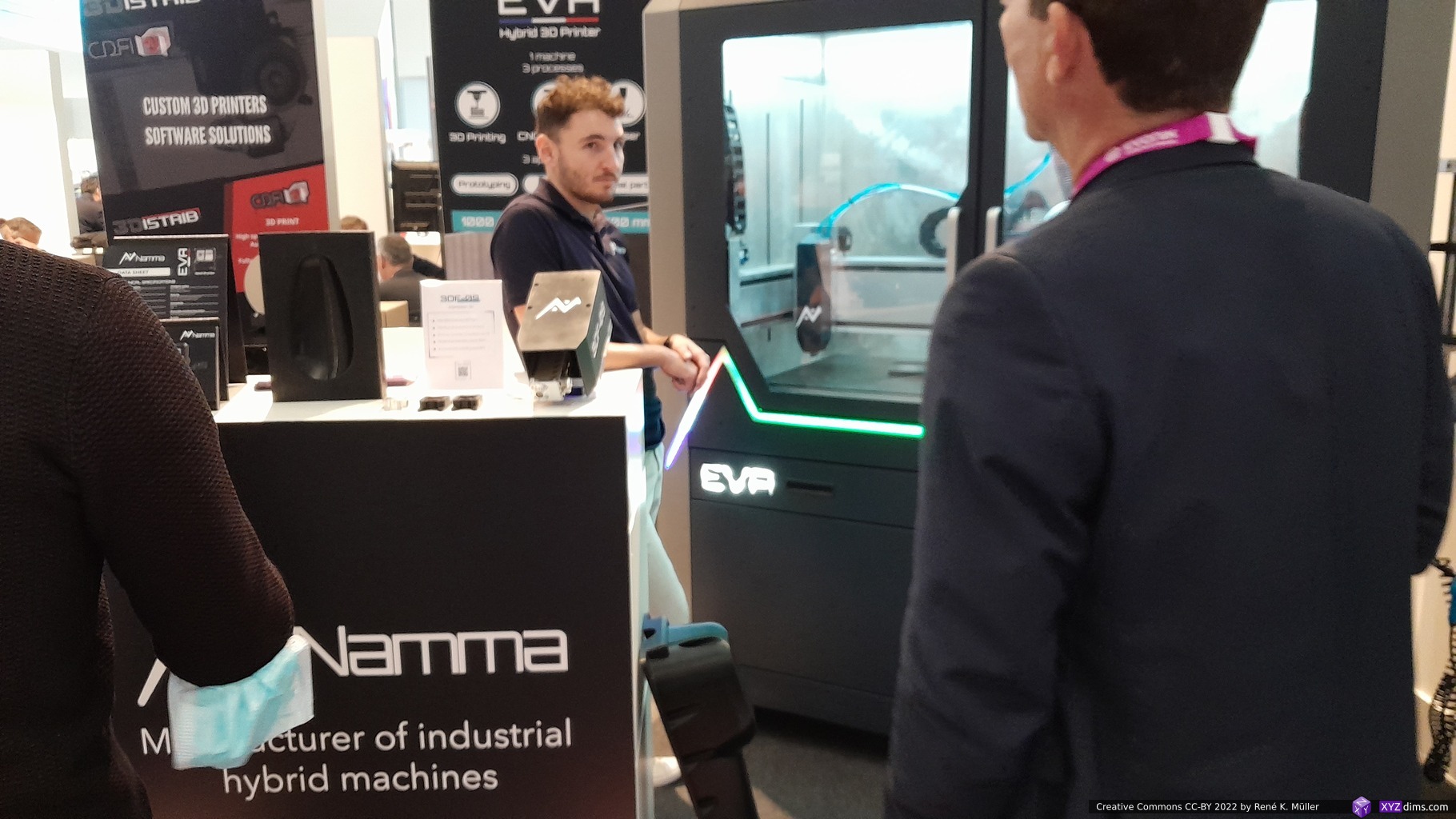


What you achieve with this is incredible precise plastic pieces at 20um precision, while maintaining 500 x 500 x 500mm respectively 1000 x 500 x 500mm build-volume. They are milling with a round drill bit – CNC toolpath is calculated by Autodesk’s Fusion 360 though.
Metalworm
Turkish-based company wire arc welding with 6-axis robot:





Bloom Robotics
Massive ABB 6-axis robot FDM printing on a rotating 2-axis bed . . . with shiny cyan/pink/violet lights, a bit of an overkill with the lights, but the setup was impressive:
Miscellaneous






































Aftermath
It has been overwhelming expo for me, 4 days in noisy halls, constant audible and visual stimuli grown tiresome for me as I was eager to absorb all; I can say I looked at every single booth, and decided within few seconds if something caught my attention, and I knew to lookout for things I did not know or a company I did not recognize – for new companies in the arena of Additive Manufacturing. It took me a single day to roam both floors of a single hall, so at least it takes 2 days to explore two halls of the expo – and if you happen to explore a booth for more than a few mins, you end up with 3-4 days attending easily.
So, the overall impression of mine has been:
- 3D printing / Additive Manufacturing (AM) specializes into niches more and more
- resins printed as drops at high resolution & precision
- paste-like materials get printed in high extrusion quality
- metal printing showing incredible wide-variety in regards of materials
- industrial machines are still pricey but seem to me become more affordable, instead of 10M’s they are becoming 100K – 1M while maintaining same functionality
- multi-axis FDM with robots become more established to print large scale parts
- in-process/live quality control and logging/documentation for FDM and powder-based processes
- many startups still coming up with new or refined existing processes
- gap between prosumer and affordable industrial machines is closing
- quite open atmosphere, people are willing to share and discuss their technology, collaboration seems more important than eyeing on each as competitors
Some impressions of Frankfurt (Germany) . . .







That’s it.