
Updates:
- 2021/09/27:
-l <conf>to load configurations (experimental) - 2021/08/27: software released on github
- 2021/08/09: KiriMotoSlicer 0.0.4:
-h <term>to query settings, setting extruder.0.* - 2021/08/08: KiriMotoSlicer 0.0.2: usage output (help), preliminary integration into Print3r framework
- 2021/08/02: starting write-up
Introduction
Kiri:Moto is a browser-based slicer, which can be also installed locally using NodeJS. Stewart Allen developed it and even provides a command-line interface (CLI) example as well src/kiri/cli.js. I extended it further into kirimoto-slicer so I could use it in conjunction of Print3r.
Requirements
- Node 13 or later (use
nvmto switch quickly between different versions) - UNIX platform (Linux, etc)
Download
git clone https://github.com/Spiritdude/KiriMotoSlicerInstallation
make requirements
sudo make install requirements clones original grid-apps (Kiri:Moto) whereas install installs KiriMotoSlicer (kirimoto-slicer) executable system-wide.
Usage
KiriMotoSlicer 0.0.4 USAGE: [<options>] [file] ...
options:
--help this usage help
--help=<term> show settings matching <term>
-h <term> " "
--version display version and exit
--verbose increase verbosity
-v or -vvv " "
--output=<fn> force output filename
-o <fn> " "
--load=<conf> load configuration (lines of <k>=<v>, or experimental JSON as grid-apps/src/dev/*)
-l <conf> " " "
--setTemperature=<s> include set temperature extruder & bed in gcodePre (default: true)
--bedOrigin=<x>,<y> set origin of bed (use with --outputOriginCenter=true) (default: [0,0])
slice configuration:
--processName=<v> set process name (default: "generic")
--sliceHeight=<v> set slice height (default: 0.25)
--sliceShells=<v> set slice shells (default: 3)
--sliceShellOrder=<v> set slice shell order ["in-out","out-in"] (default: "in-out")
--sliceLayerStart=<v> set slice layer start ["last","center","origin"] (default: "last")
--sliceFillAngle=<v> set slice fill angle (default: 45)
--sliceFillOverlap=<v> set slice fill overlap (default: 0.3)
--sliceFillSparse=<v> set slice fill sparse (default: 0.2)
--sliceFillType=<v> set slice fill type ["vase","hex","grid","gyroid","triangle","linear","bubbles"] (default: "gyroid")
--sliceAdaptive=<v> set slice adaptive (default: false)
--sliceMinHeight=<v> set slice min height (default: 0)
--sliceSupportDensity=<v> set slice support density (default: 0.25)
--sliceSupportOffset=<v> set slice support offset (default: 0.4)
--sliceSupportGap=<v> set slice support gap (default: 1)
--sliceSupportSize=<v> set slice support size (default: 6)
--sliceSupportArea=<v> set slice support area (default: 1)
--sliceSupportExtra=<v> set slice support extra (default: 0)
--sliceSupportAngle=<v> set slice support angle (default: 50)
--sliceSupportNozzle=<v> set slice support nozzle (default: 0)
--sliceSolidMinArea=<v> set slice solid min area (default: 10)
--sliceSolidLayers=<v> set slice solid layers (default: 3)
--sliceBottomLayers=<v> set slice bottom layers (default: 3)
--sliceTopLayers=<v> set slice top layers (default: 3)
--firstLayerRate=<v> set first layer rate (default: 10)
--firstLayerPrintMult=<v> set first layer print mult (default: 1.15)
--firstLayerYOffset=<v> set first layer YOffset (default: 0)
--firstLayerBrim=<v> set first layer brim (default: 0)
--firstLayerBeltLead=<v> set first layer belt lead (default: 3)
--sliceSkirtCount=<v> set slice skirt count (default: 0)
--sliceSkirtOffset=<v> set slice skirt offset (default: 2)
--sliceLineWidth=<v> set slice line width (default: 0)
--outputTemp=<v> set output temp (default: 210)
--outputBedTemp=<v> set output bed temp (default: 60)
--outputFeedrate=<v> set output feedrate (default: 50)
--outputFinishrate=<v> set output finishrate (default: 50)
--outputSeekrate=<v> set output seekrate (default: 80)
--outputShellMult=<v> set output shell mult (default: 1.25)
--outputFillMult=<v> set output fill mult (default: 1.25)
--outputSparseMult=<v> set output sparse mult (default: 1.25)
--outputRetractDist=<v> set output retract dist (default: 4)
--outputRetractSpeed=<v> set output retract speed (default: 30)
--outputRetractDwell=<v> set output retract dwell (default: 30)
--outputShortPoly=<v> set output short poly (default: 100)
--outputMinSpeed=<v> set output min speed (default: 10)
--outputCoastDist=<v> set output coast dist (default: 0.1)
--outputLayerRetract=<v> set output layer retract (default: true)
--detectThinWalls=<v> set detect thin walls (default: true)
--zHopDistance=<v> set z hop distance (default: 0)
--antiBacklash=<v> set anti backlash (default: 0)
--outputOriginCenter=<v> set output origin center (default: false)
--sliceFillRate=<v> set slice fill rate (default: 0)
--sliceSupportEnable=<v> set slice support enable (default: false)
--firstSliceHeight=<v> set first slice height (default: 0.25)
--firstLayerFillRate=<v> set first layer fill rate (default: 35)
--firstLayerLineMult=<v> set first layer line mult (default: 1)
--firstLayerNozzleTemp=<v> set first layer nozzle temp (default: 0)
--firstLayerBedTemp=<v> set first layer bed temp (default: 0)
--firstLayerBrimTrig=<v> set first layer brim trig (default: 0)
--outputRaft=<v> set output raft (default: false)
--outputRaftSpacing=<v> set output raft spacing (default: 0.2)
--outputRetractWipe=<v> set output retract wipe (default: 0)
--outputBrimCount=<v> set output brim count (default: 2)
--outputBrimOffset=<v> set output brim offset (default: 2)
--outputLoopLayers=<v> set output loop layers (default: null)
--outputInvertX=<v> set output invert x (default: false)
--outputInvertY=<v> set output invert y (default: false)
--arcTolerance=<v> set arc tolerance (default: 0)
--gcodePause=<v> set gcode pause (default: "")
--ranges=<v> set ranges (default: [])
--firstLayerFanSpeed=<v> set first layer fan speed (default: 0)
--outputFanSpeed=<v> set output fan speed (default: 255)
device configuration:
--noclone=<v> set noclone (default: false)
--mode=<v> set mode ["FDM","SLA","CNC","Laser"] (default: "FDM")
--internal=<v> set internal (default: 0)
--imageURL=<v> set image URL (default: "")
--imageScale=<v> set image scale (default: 0.75)
--imageAnchor=<v> set image anchor (default: 0)
--bedHeight=<v> set bed height (default: 2.5)
--bedWidth=<v> set bed width (default: 220)
--bedDepth=<v> set bed depth (default: 220)
--bedRound=<v> set bed round (default: false)
--bedBelt=<v> set bed belt (default: false)
--maxHeight=<v> set max height (default: 300)
--originCenter=<v> set origin center (default: false)
--extrudeAbs=<v> set extrude abs (default: true)
--spindleMax=<v> set spindle max (default: 0)
--gcodeFan=<v> set gcode fan (default: "M106 S{fan_speed}")
--gcodeTrack=<v> set gcode track (default: "")
--gcodeLayer=<v> set gcode layer (default: ";LAYER:{layer}")
--gcodePre=<v> set gcode pre (default: "M107 ; turn off filament cooling fan\nG90
; set absolute positioning mode\nM82 ; set absolute positioning for extruder\nM104 S{temp} T{tool}
; set extruder temperature\nM140 S{bed_temp} T{tool} ; set bed temperature\nG28 ; home axes\nG92 X0 Y0 Z0 E
0 ; reset all axes positions\nG1 X0 Y0 Z0.25 F180 ; move XY to 0,0 and Z 0.25mm over bed\nG92 E0 ; z
ero the extruded\nM190 S{bed_temp} T{tool} ; wait for bed to reach target temp\nM109 S{temp} T{tool} ; wait for extruder to reac
h target temp\nG92 E0 ; zero the extruded\nG1 F225 ; set feed speed")
--gcodePost=<v> set gcode post (default: "M107 ; turn off filament cooling fan\nM104 S0 T{to
ol} ; turn off right extruder\nM140 S0 T{tool} ; turn off bed\nG1 X0 Y300 F1200 ; end move\nM84
; disable stepper motors")
--gcodeProc=<v> set gcode proc (default: "")
--gcodePause=<v> set gcode pause (default: "")
--gcodeDwell=<v> set gcode dwell (default: "")
--gcodeSpindle=<v> set gcode spindle (default: "")
--gcodeChange=<v> set gcode change (default: "")
--gcodeFExt=<v> set gcode FExt (default: "gcode")
--gcodeSpace=<v> set gcode space (default: true)
--gcodeStrip=<v> set gcode strip (default: false)
--gcodeLaserOn=<v> set gcode laser on (default: "")
--gcodeLaserOff=<v> set gcode laser off (default: "")
--extruders.[0..<n-1>].{extFilament,extNozzle,extSelect,extDeselect,extOffsetX,extOffsetY}=<v> set extruders (default: [{"extFilament":1.75,"extNozzle":0.5,"extSelect":["T0"],"extDeselect":[],"extOffsetX":0,"extOffsetY":0}])
--new=<v> set new (default: false)
--deviceName=<v> set device name (default: "3D Printer")
examples:
kirimoto-slicer cube.stl
kirimoto-slicer cube.stl -o test.gcode
kirimoto-slicer -v cube.stl --sliceHeight=0.1
kirimoto-slicer cube.stl --extruders.0.extNozzle=0.5 --sliceHeight=0.42
kirimoto-slicer -h slice
kirimoto-slicer -h .
Internals
Kiri:Moto distincts:
- shells (aka perimeters, walls)
- solid fill (like bottom and top layers)
- sparse fill (aka fill)
As of 2021/08 Kiri:Moto doesn’t distinct support structures on bed or everywhere, so it can only be enabled or disabled with --sliceSupportEnable=true or false.
Smart Help
KiriMotoSlicer supports ~100 settings (as compared to Cura with over 500 settings) which can be queried with --help=<term> or -h <term>:
% kirimoto-slicer -h slice
query settings for 'slice':
--sliceHeight=<v> set slice height (default: 0.25)
--sliceShells=<v> set slice shells (default: 3)
--sliceShellOrder=<v> set slice shell order ["in-out","out-in"] (default: "in-out")
--sliceLayerStart=<v> set slice layer start ["last","center","origin"] (default: "last")
--sliceFillAngle=<v> set slice fill angle (default: 45)
....
% kirimoto-slicer -h shell
query settings for 'shell':
--sliceShells=<v> set slice shells (default: 3)
--sliceShellOrder=<v> set slice shell order ["in-out","out-in"] (default: "in-out")
--outputShellMult=<v> set output shell mult (default: 1.25)
Examples
xyzHollowCalibrationCubeV2 (allows 0% infill without support) using --sliceFillSparse=0
20% complete 
50% complete 
100% complete
Visualized with gcode2png.
Fill Types
20mm cube:
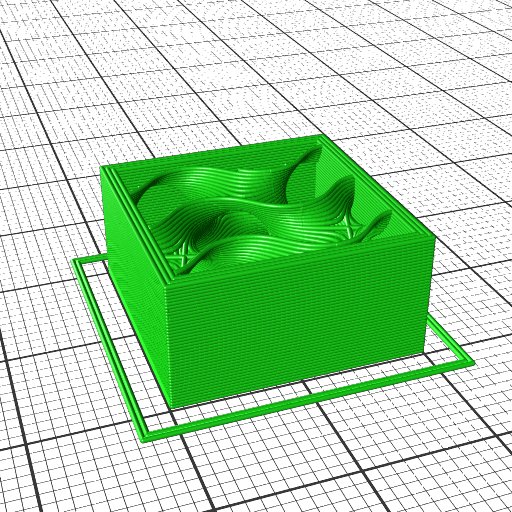
gyroid (default) 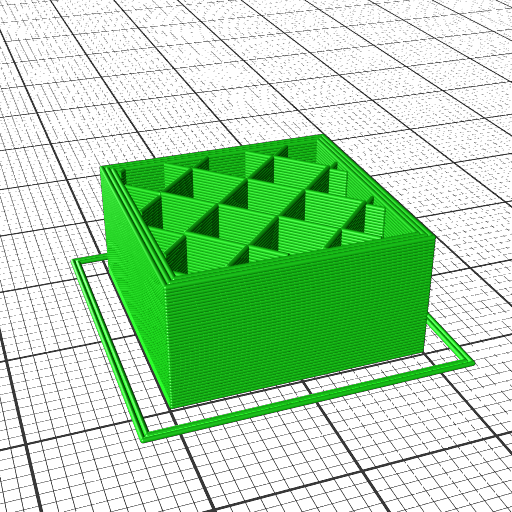
grid 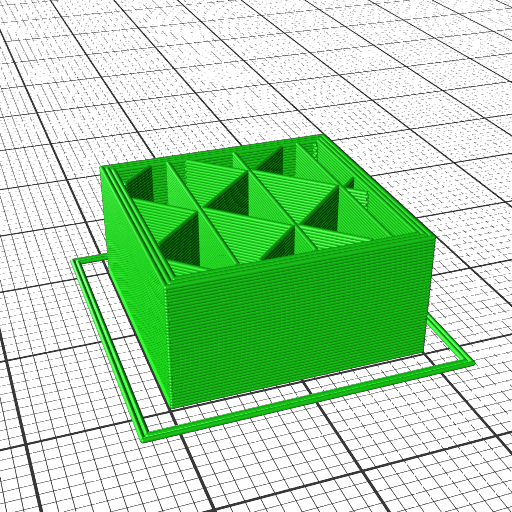
triangle 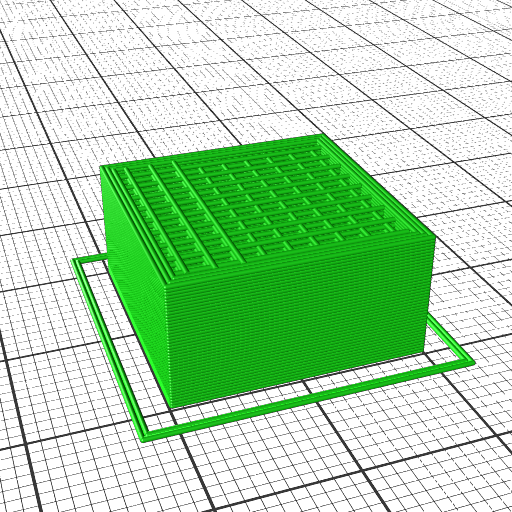
linear 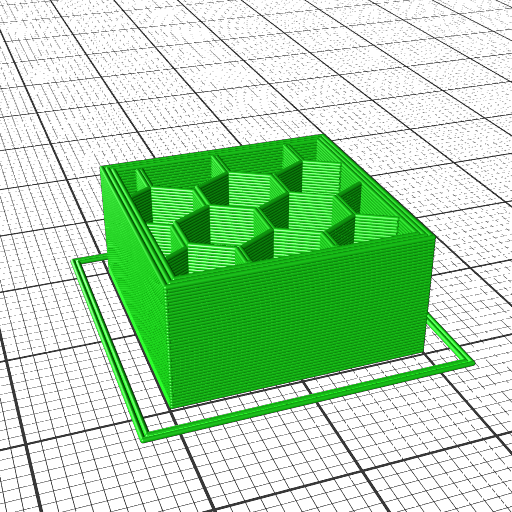
hex
Fill type 'vase' and 'bubbles' are listed as available but don’t work yet.
Conclusion
As of 2021/08 I’m quite impressed with Kiri:Moto. It goes different ways than the most other slicers, for example:
- first layer outline is printed extremely slow
- first layer filling is printed fast
- other slicer print first layer outline & filling slow
- shells/walls are printed inside out with increased speed, other slicers slow down shells/walls
- the result in my case are very clean walls, as the emphasis is on fast contineous extruding than slow extruding
I also noticed there is little retraction done by default, fast motion to continue filling where other slicers retract & unretract more often.
So, the print with basic forms sliced looks good so far, and with just 100 settings it’s easy to learn and memorize, compared to Cura with over 500 settings.
While I like a new and usable slicer be available, the downside is that JavaScript use was once promising, but as of 2020/2021 it has become a mess as Browser JS and Node JS have diverted immensely, and the entire “Async Hell” has just driven forward with async / await / promise / then non-sense – it is really software development gone wrong for a decade. On the upside, JavaScript makes the slicing engine accessible and easier to extend than with verbose C++ or rudimentary C.
Print3r Support
As of version Print3r 0.3.8 the KiriMotoSlicer is supported, using slicer independent settings (write the profile once, use multiple slicers).
% print3r --printer=ashtar-k-2-pax --random-placement print --slicer=kirimoto xyzHollowCalibrationCubeV2.stl --fill-density=0
== Print3r 0.3.8 == https://github.com/Spiritdude/Print3r
print3r: conf: device /dev/ttyACM0, Ashtar K 38x30x33 PAX #2, build/v 300x300x330mm, nozzle/d 0.4mm, layer/h 0.25mm, filament/d 1.75
mm
print3r: slice (kirimoto) part <xyzHollowCalibrationCubeV2.stl> to gcode: prepare, reposition [145,116], translate 145.0,116.0,0.0, reposition [128,211], slice, done.
print3r: print: 0h 14m elapsed, eta 0h 00m, 100.0% complete, z=20.00mm, layer #80, filament 0.93m
%
Kiri:Moto 2021.08.07 sliced 
Kiri:Moto 2021.08.07 sliced 
Kiri:Moto 2021.08.07, Mandoline 0.8.5, Cura 4.4.1, Slic3r 1.2.9 – printed on Ashtar K #2 with PAX 135 (5-axis printhead)



Configurations
Configurations can be stored line-wise like:
# is a comment
sliceHeight = 0.25
sliceLineWidth = 0.45and optionally you can load JSON formatted configuration as in grid-apps/src/dev/*
kirimoto-slicer -l my.conf test.stl
kirimoto-slicer -l grid-apps/src/dev/Creality.Ender.3 test.stlReferences
- Kiri:Moto
- Kiri:Moto Javascript API
- KiriMotoSlicer (github repo)
- Print3r
