My first Formnext in 2019 I realized there was no way to explore the expo in 1 day only, so I reserved for Formnext 2021 (Frankfurt, Germany) 4 days fully (November 16-19). Although the expo was smaller than in 2019, it was still massive to explore. I’m not even sure I saw all of the 600+ exhibitors despite roaming the two halls (12.0 ground floor, 12.1 first floor and 11.0 ground floor only) multiple times.
Inhouse Developments: ZPlusSlicer & 5DMaker
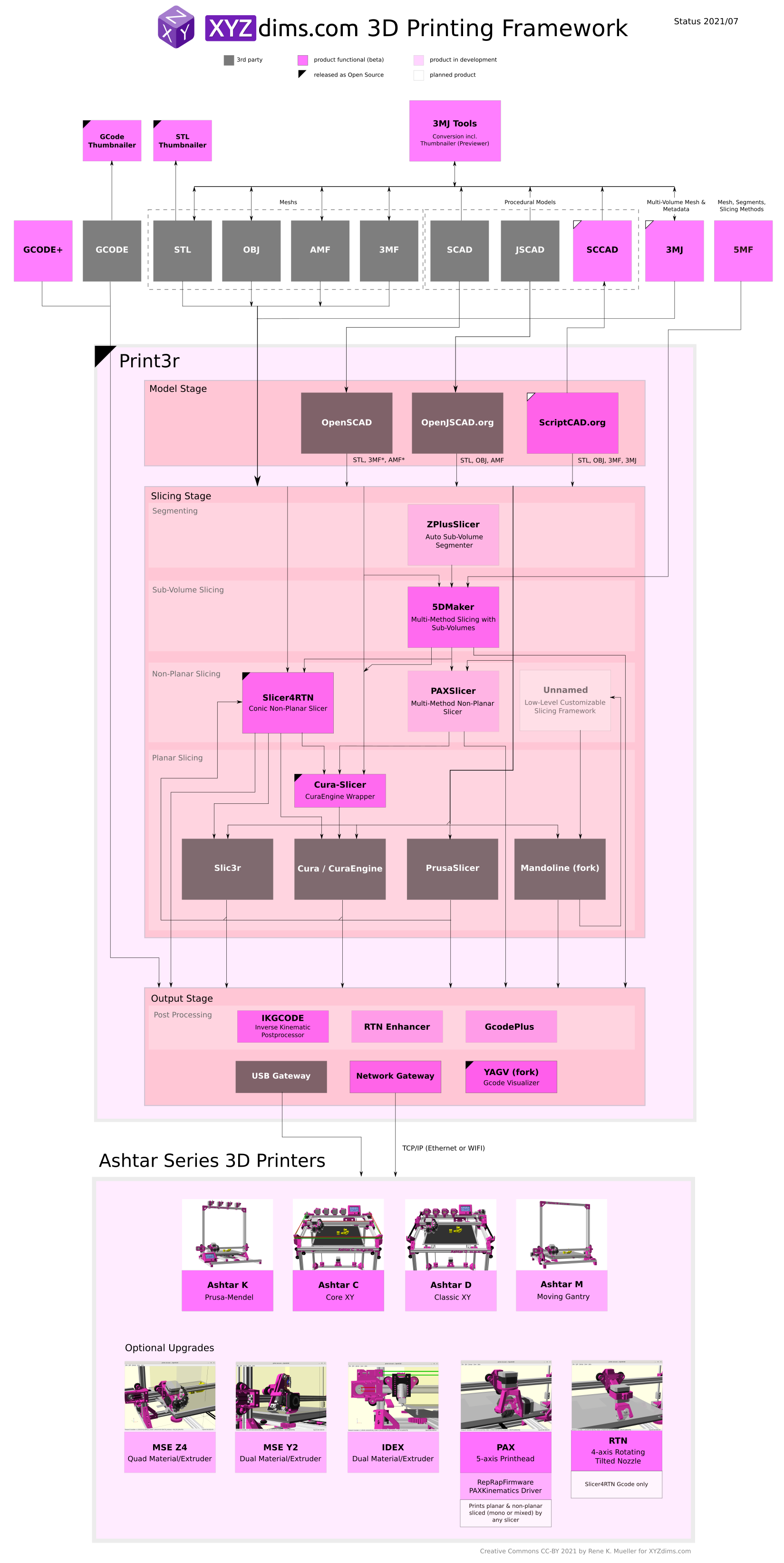
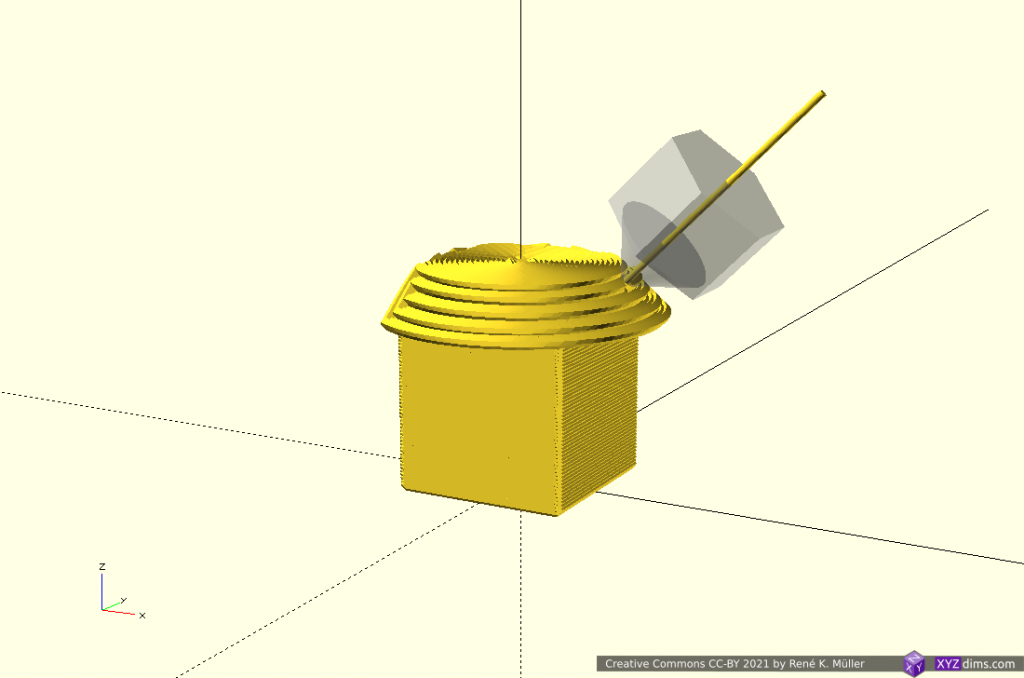
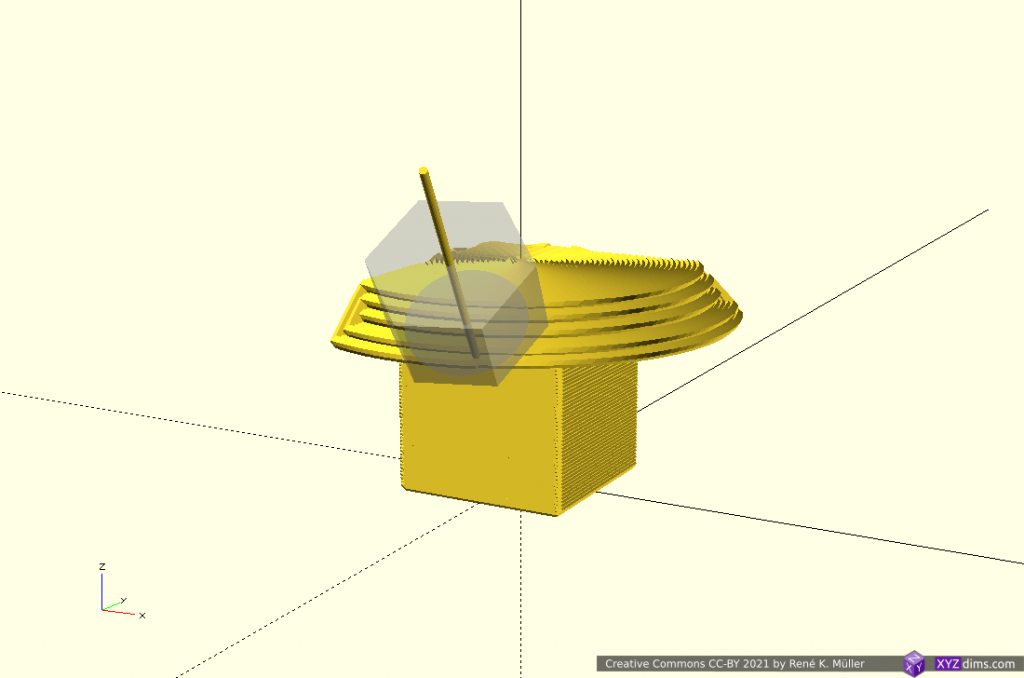
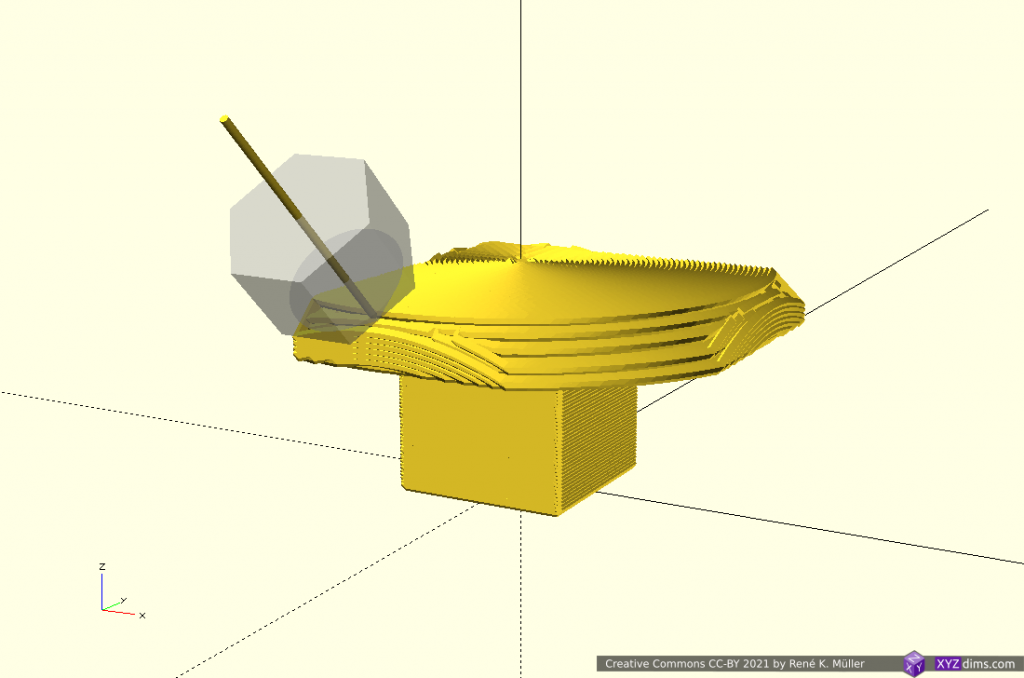
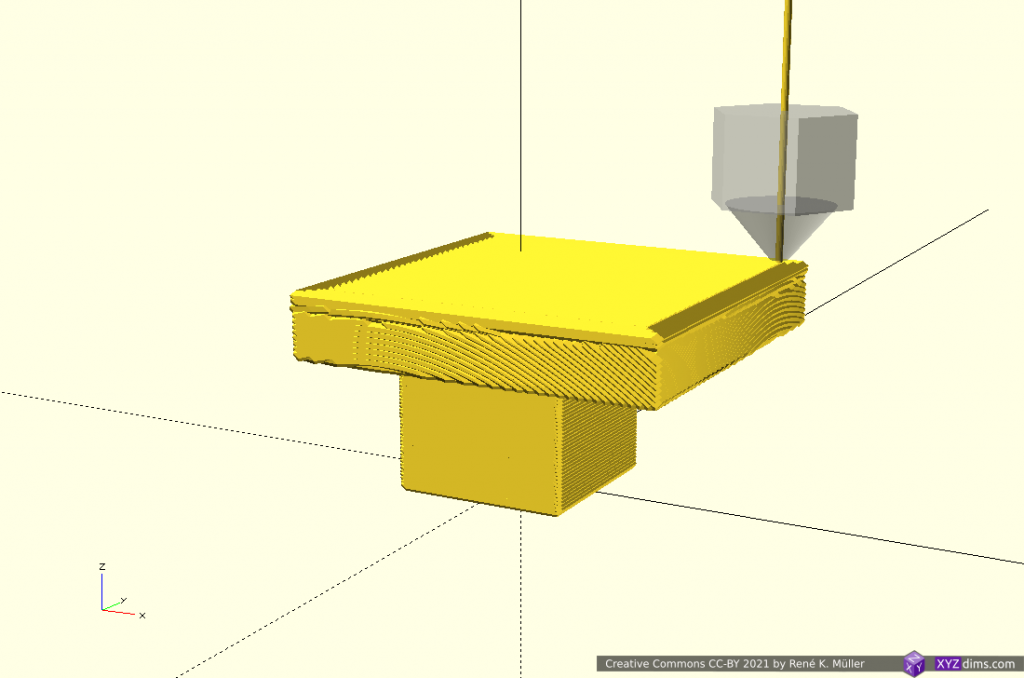
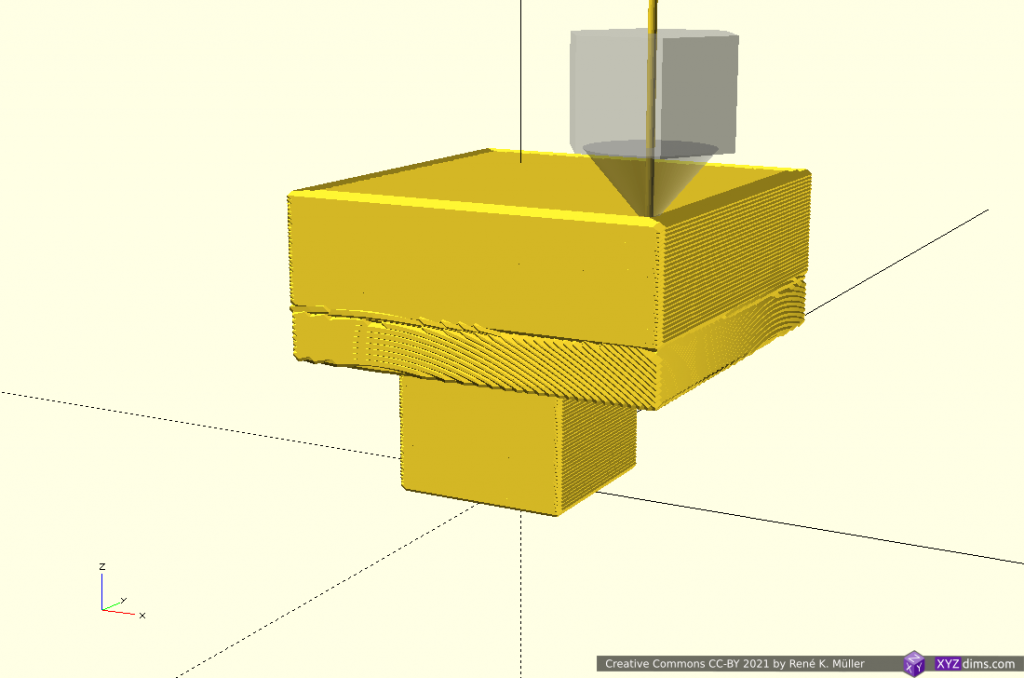
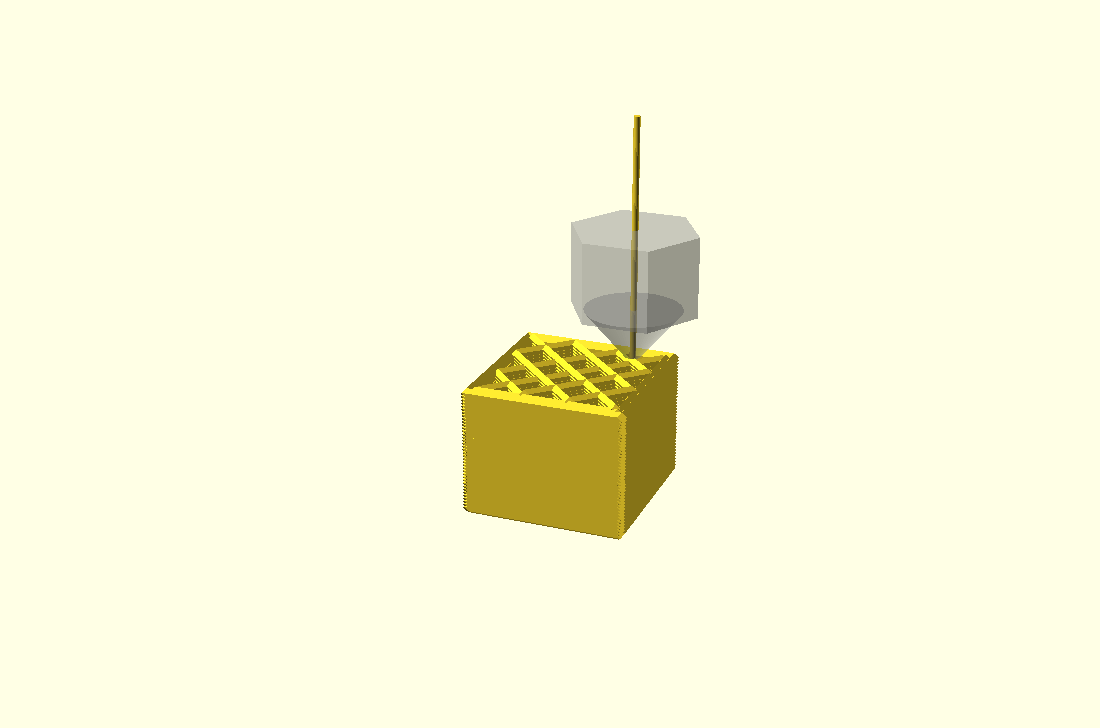
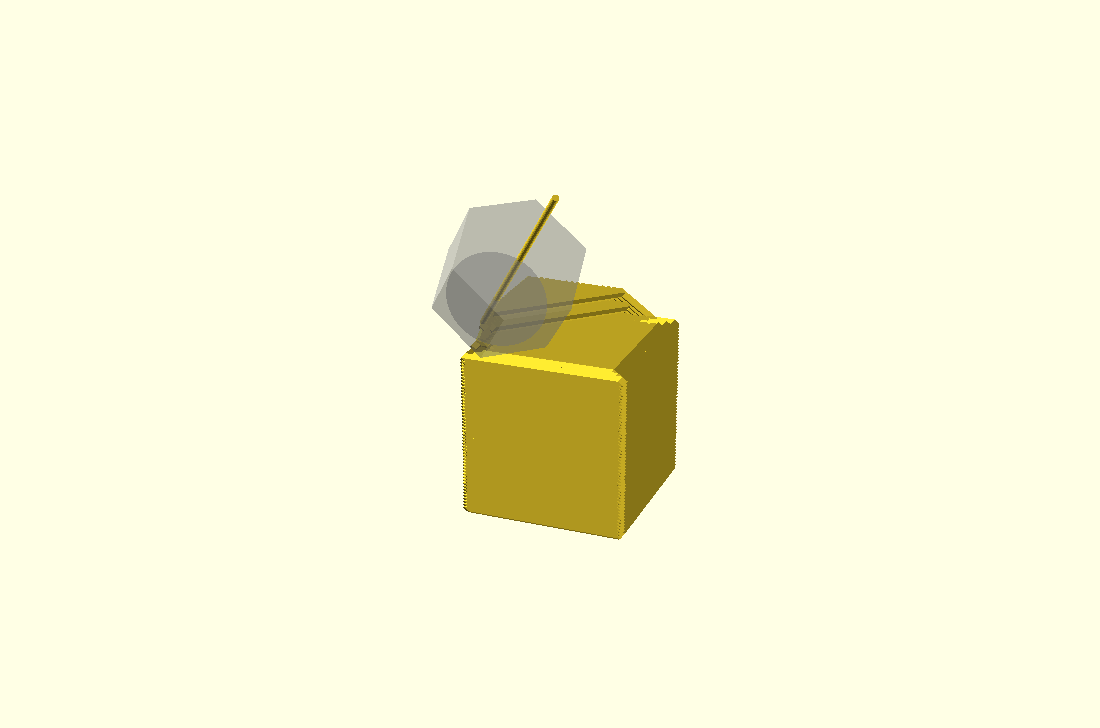
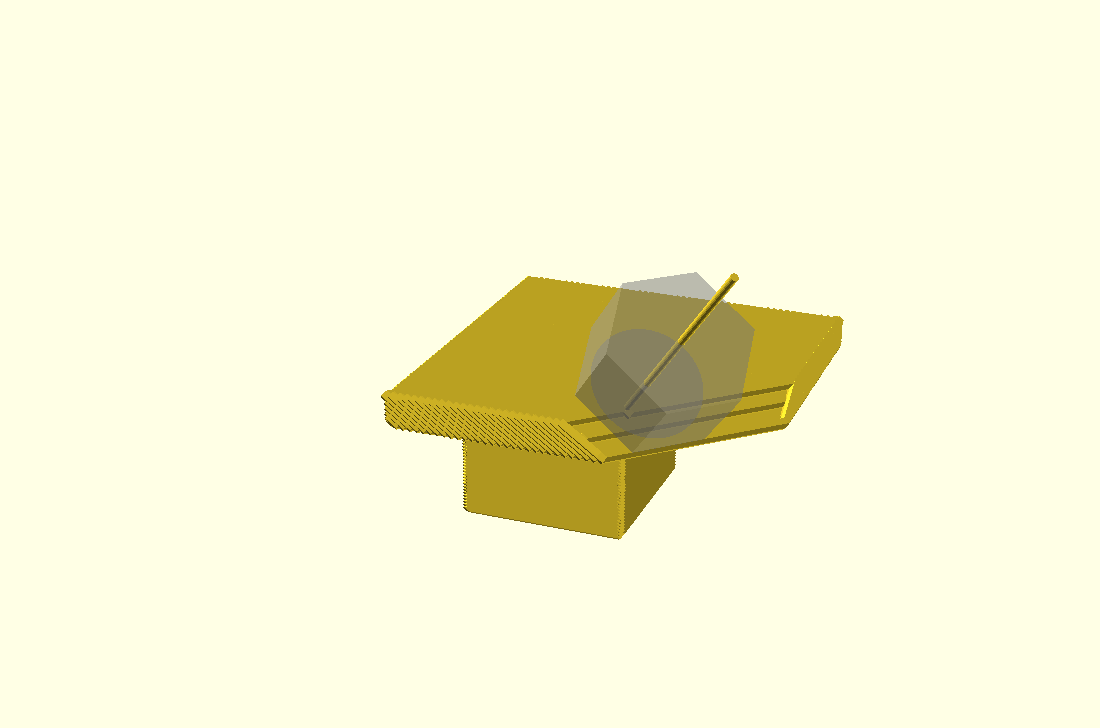
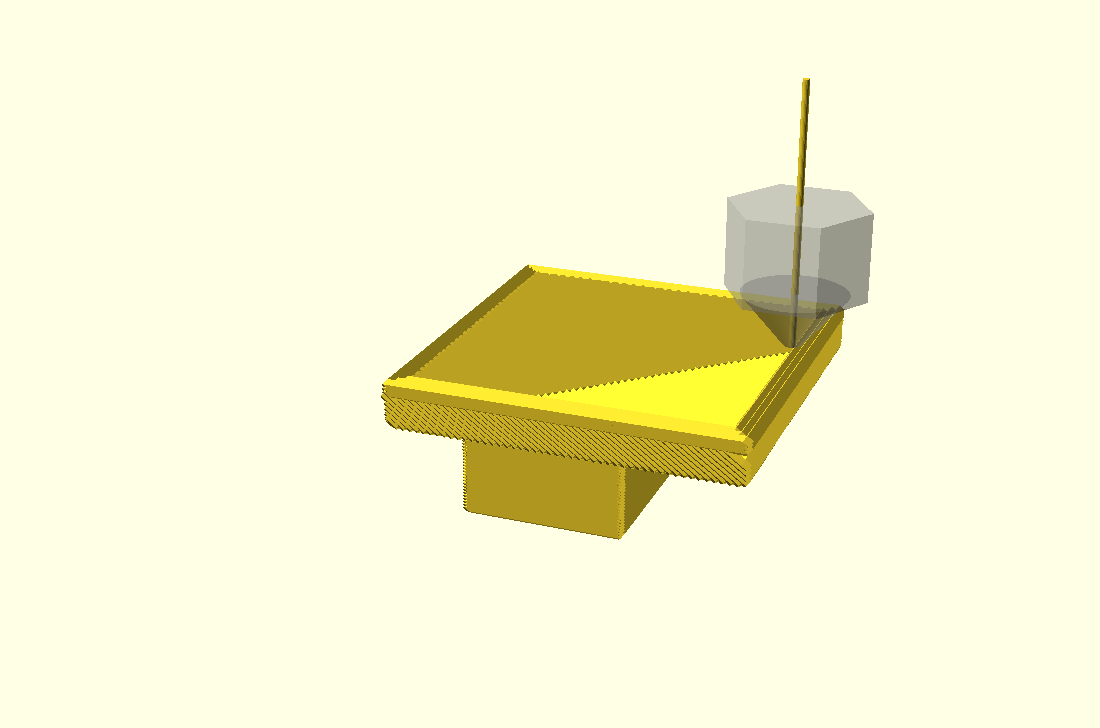
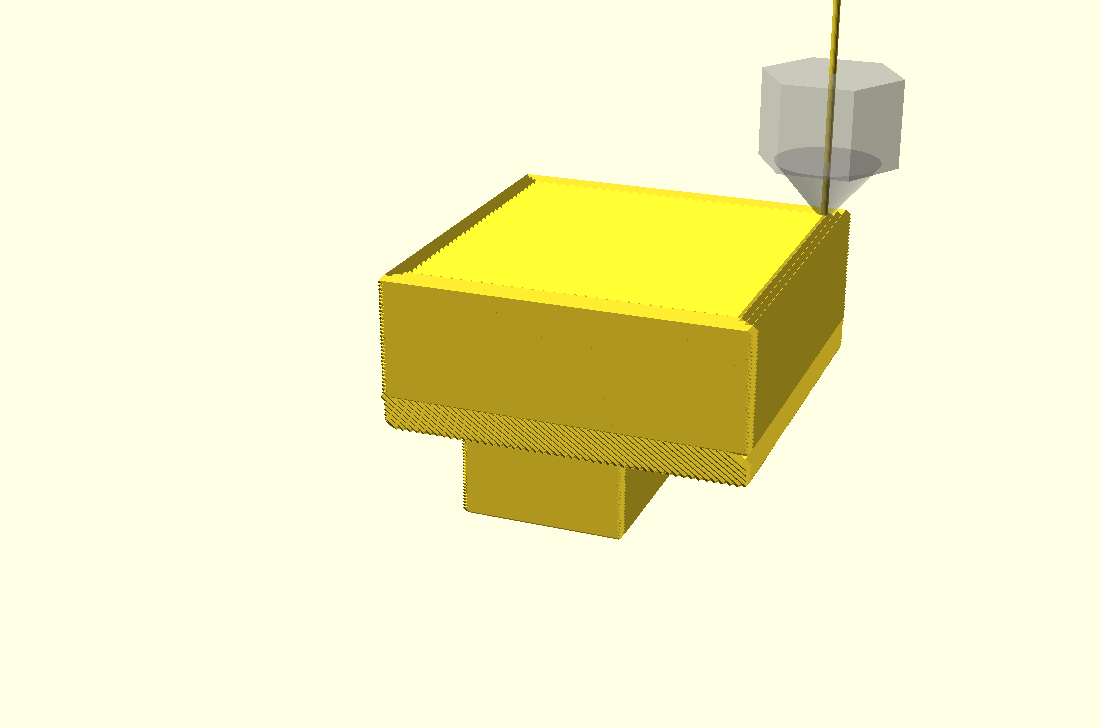
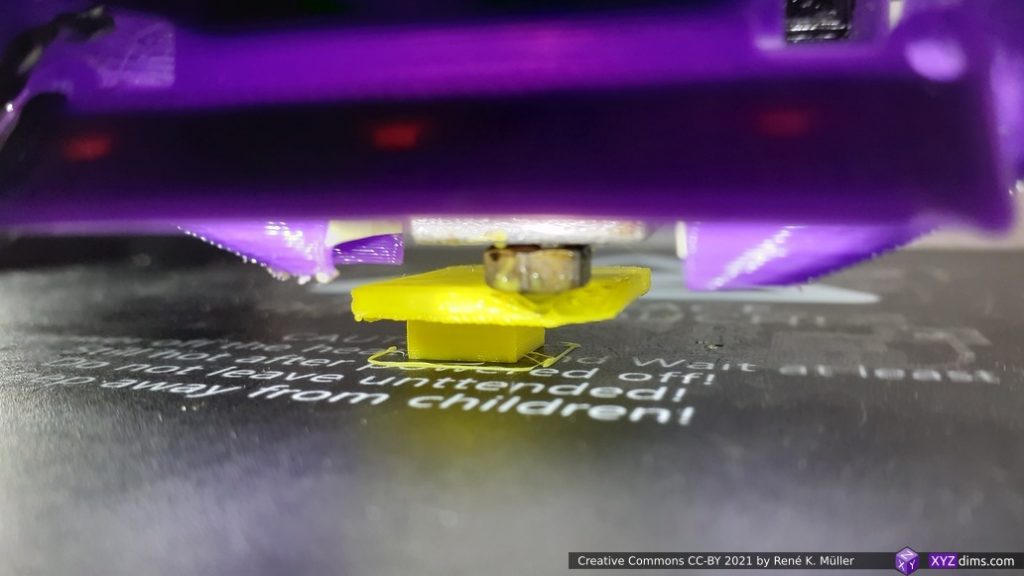
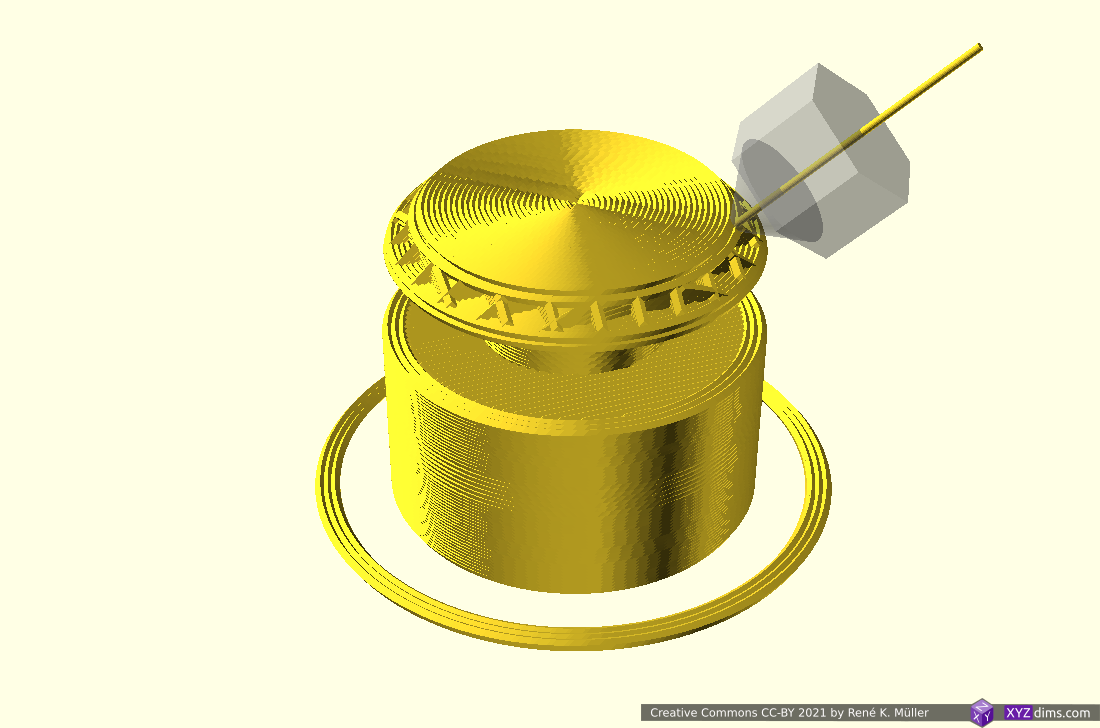
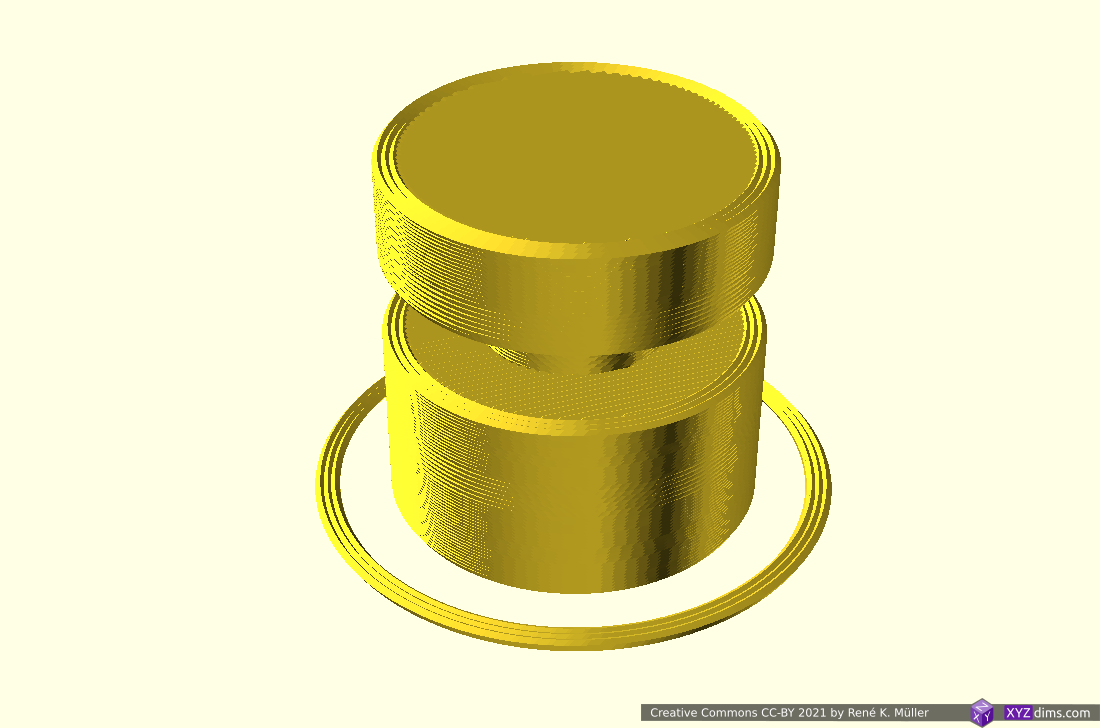
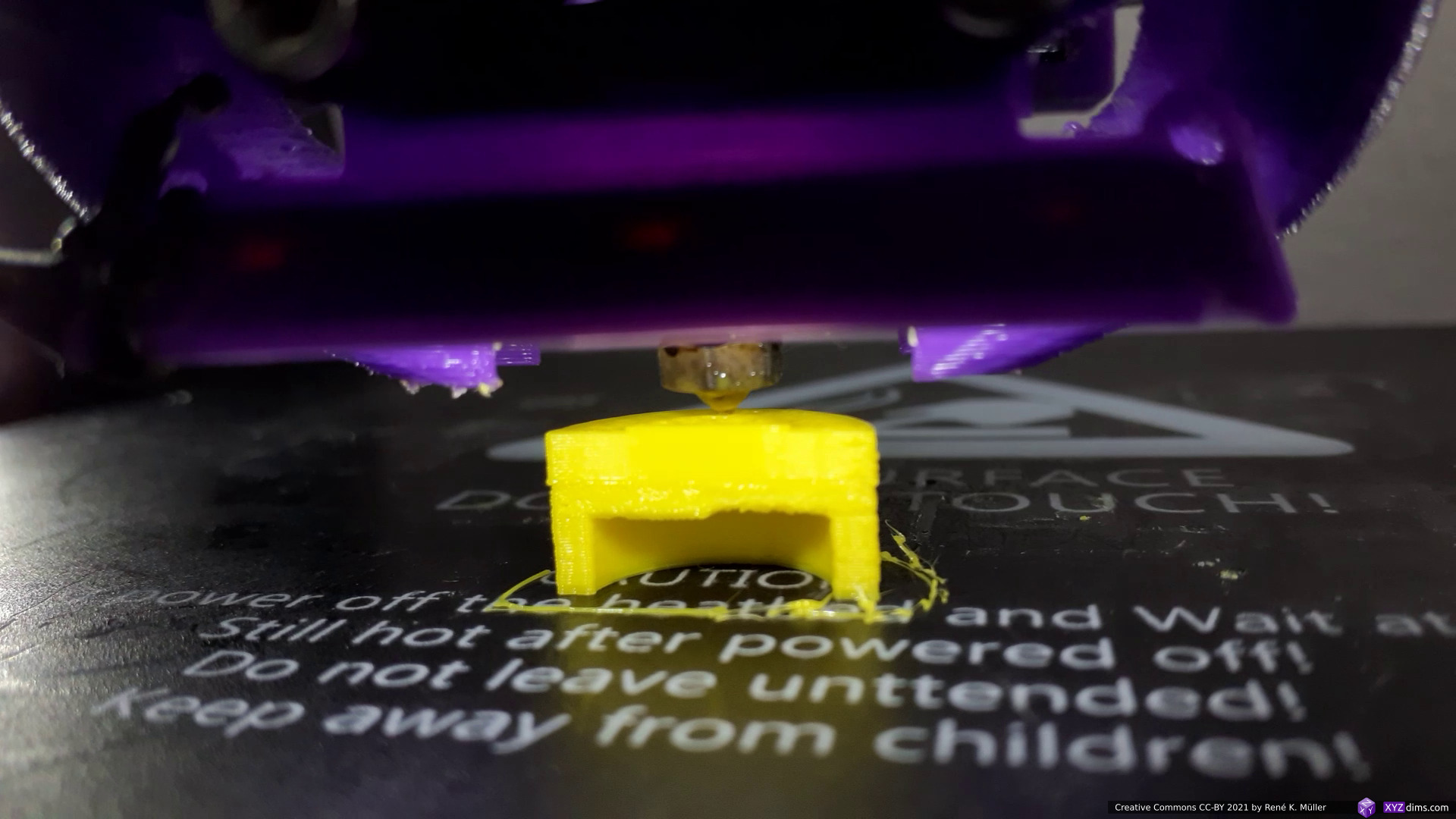
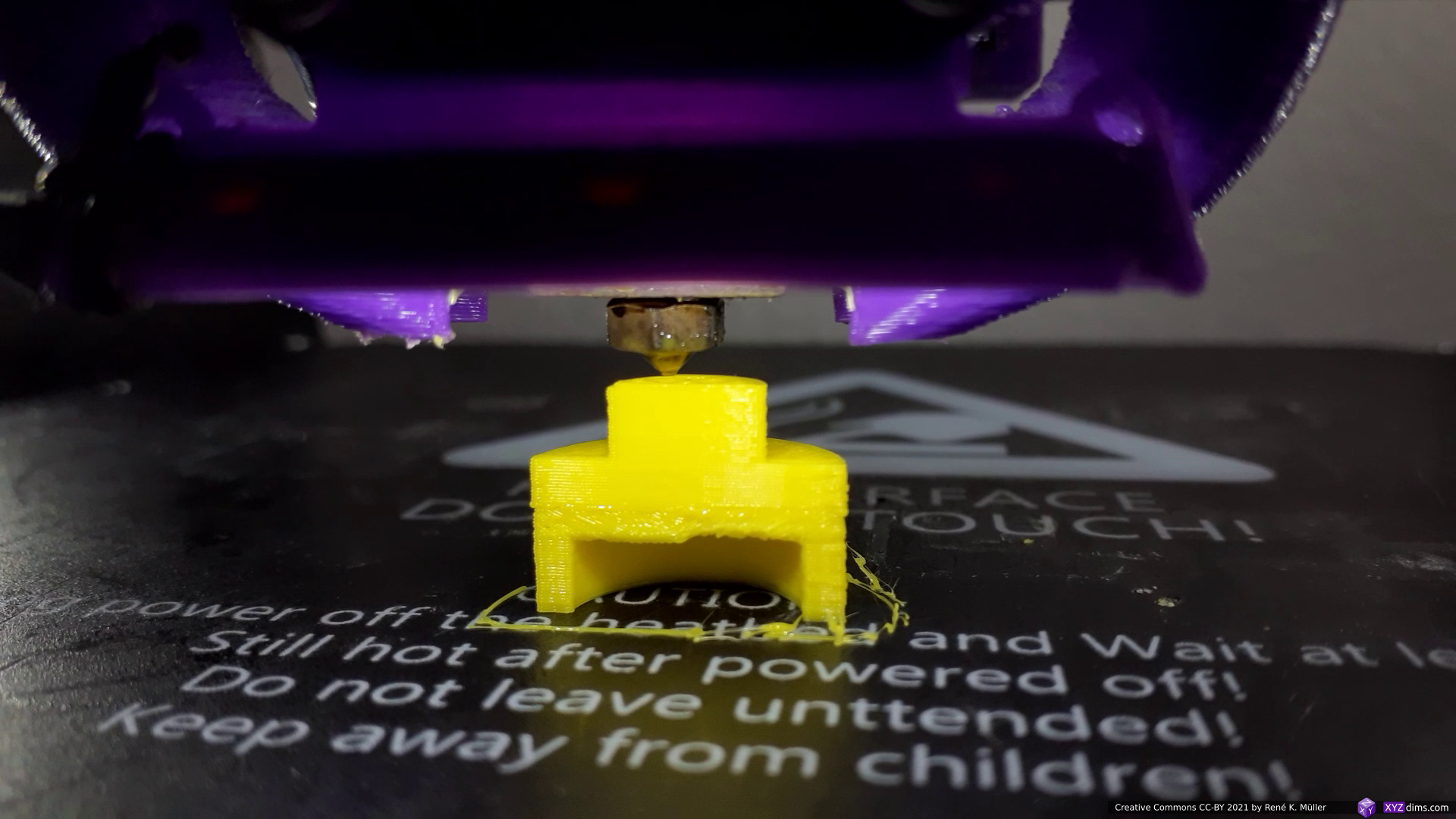
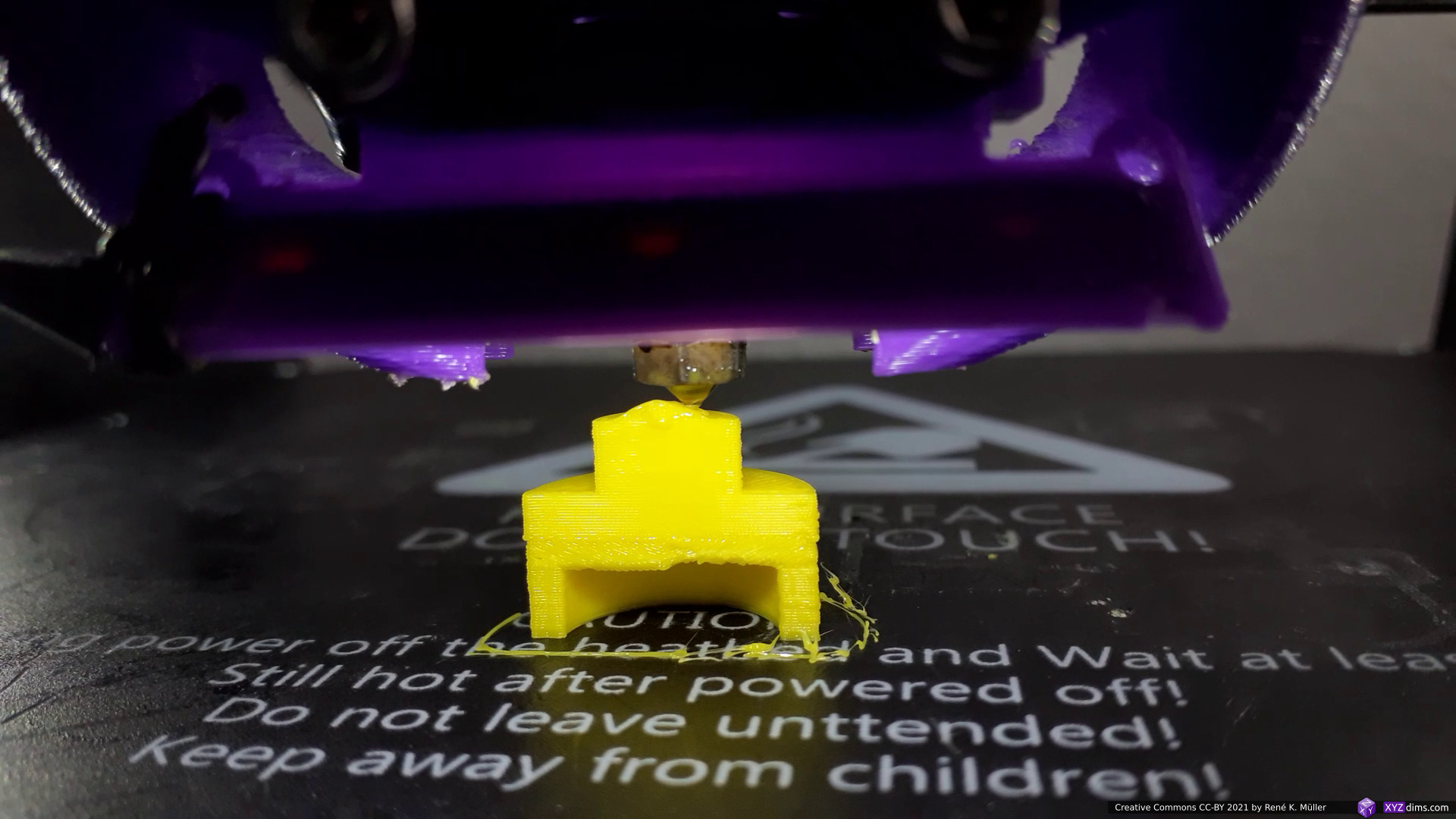
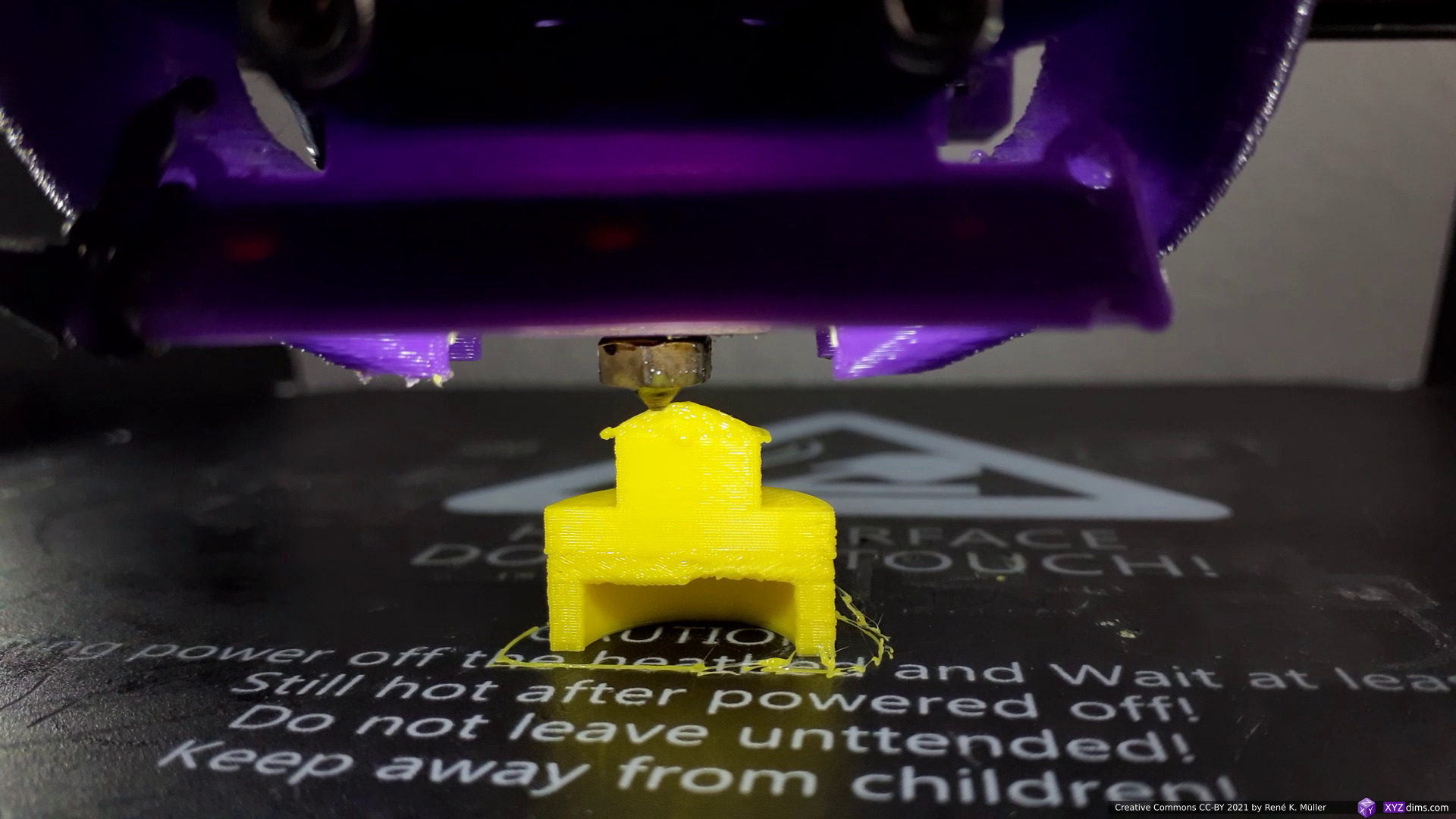
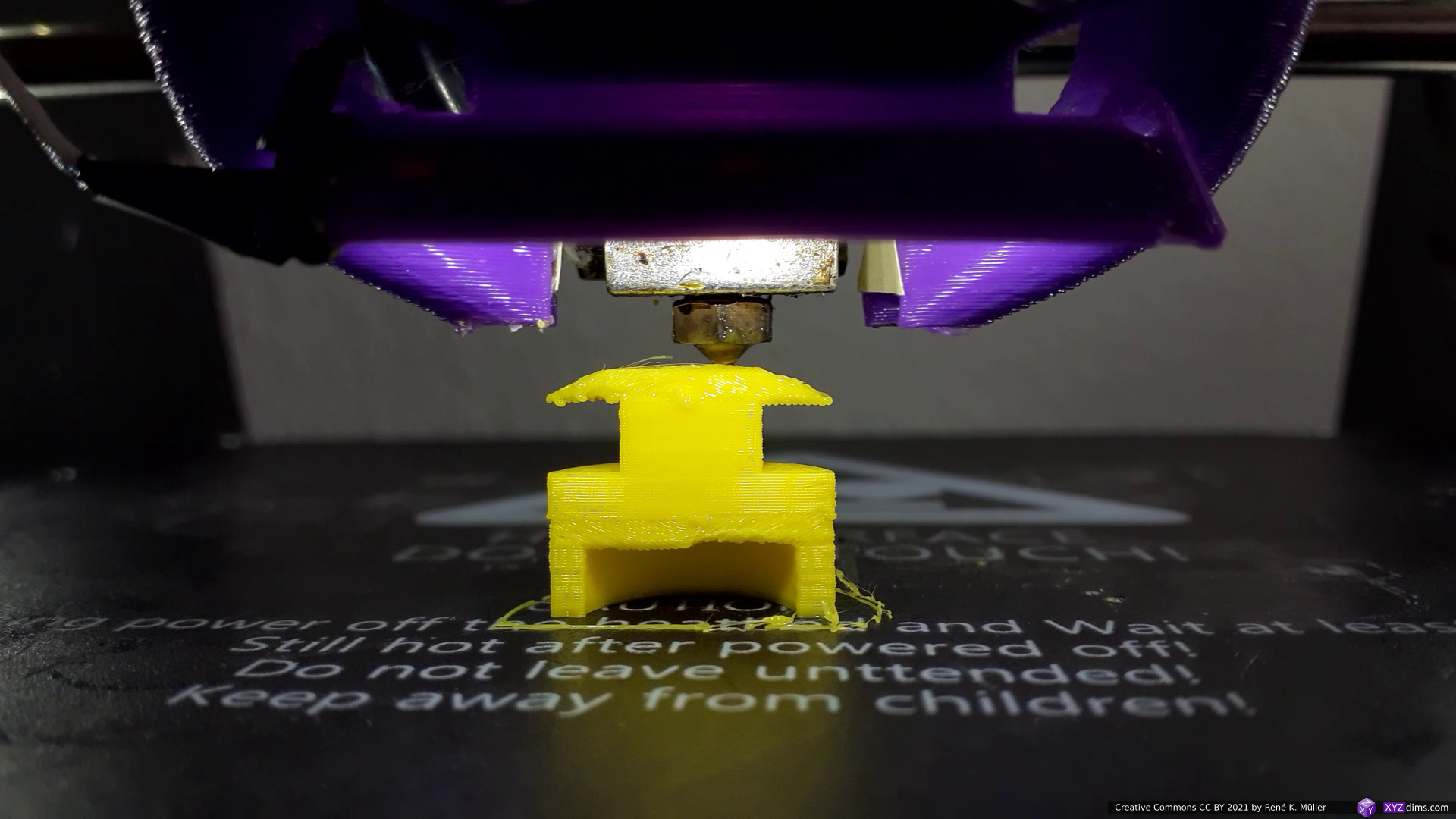
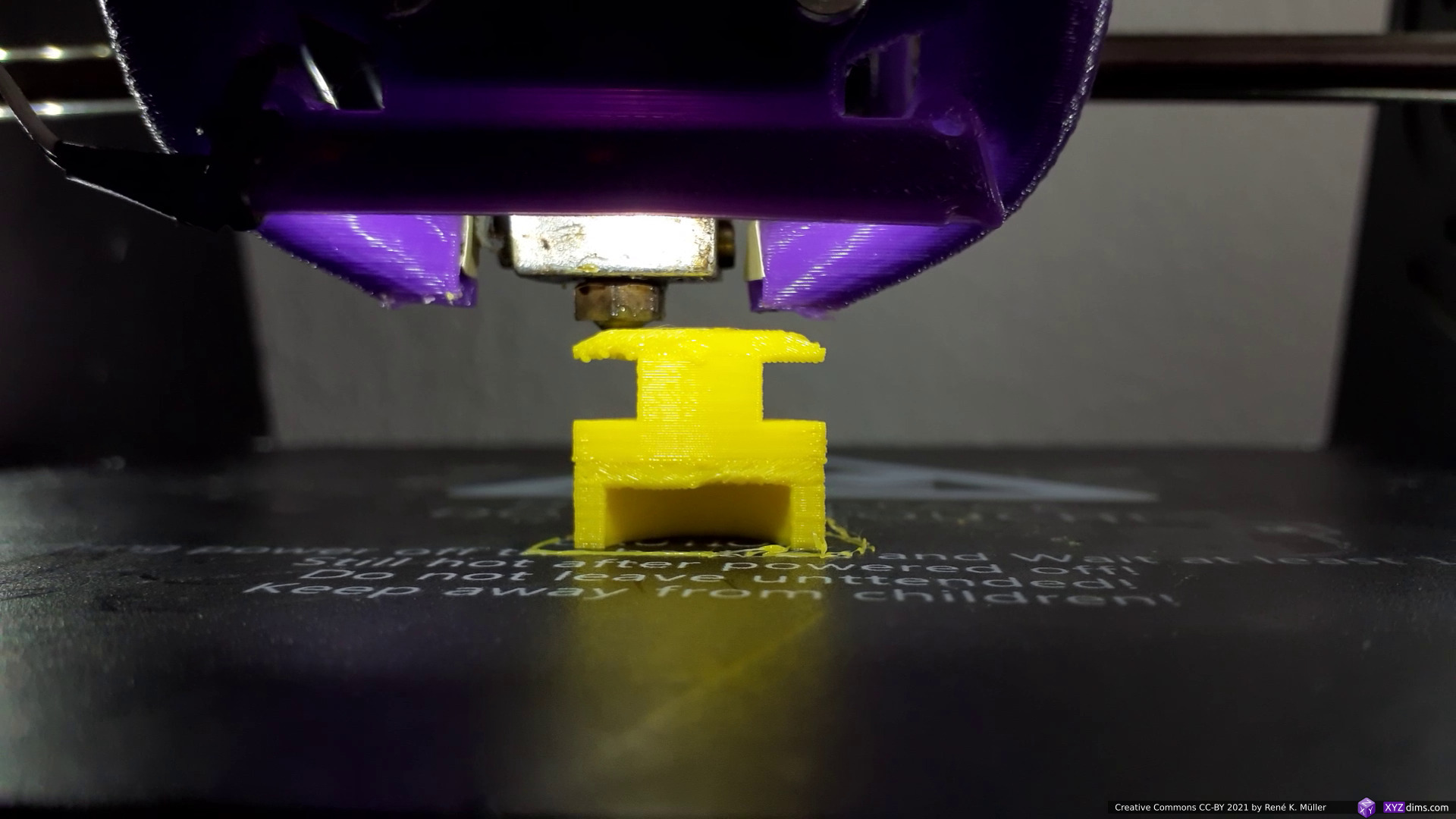
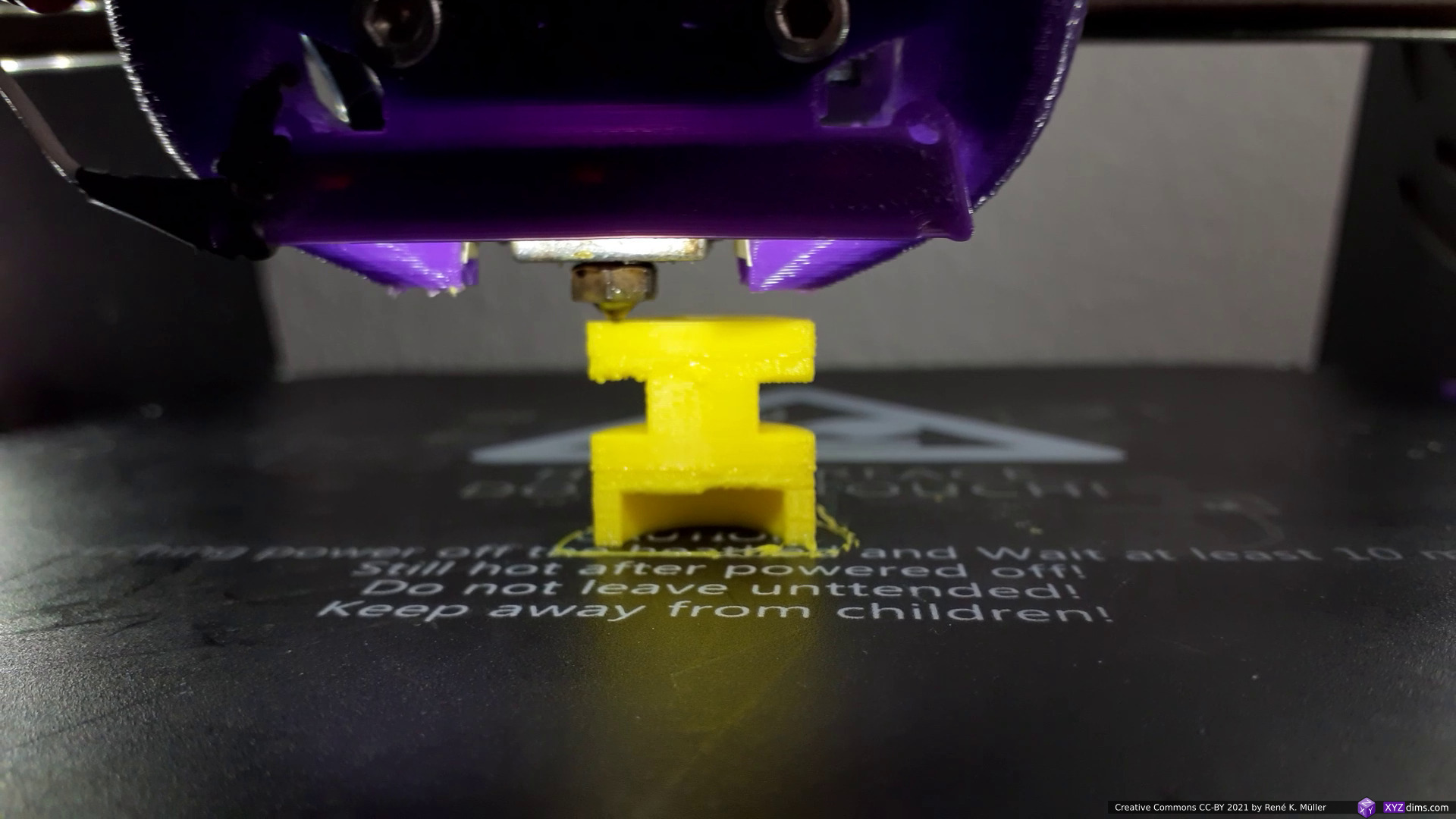
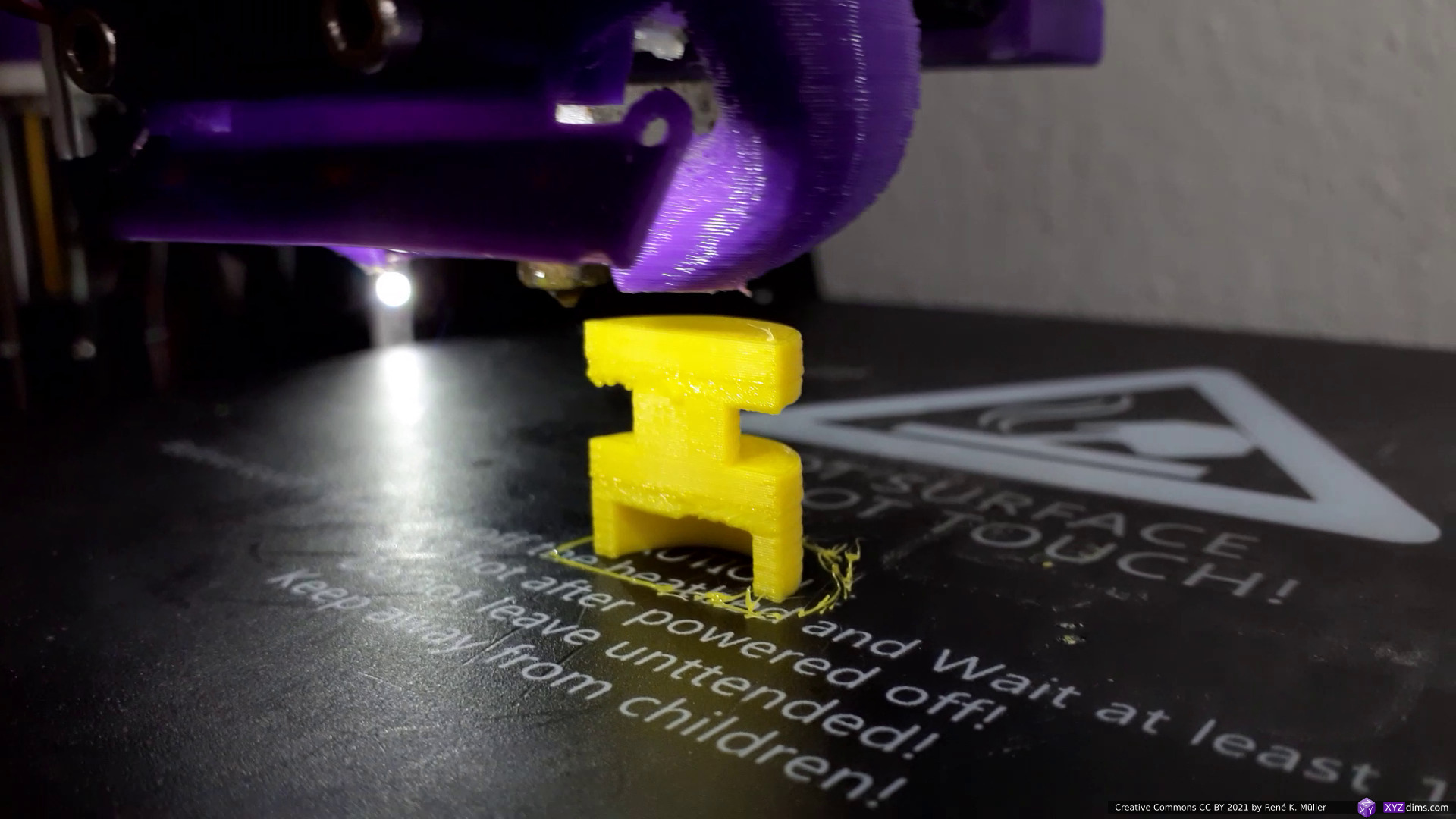
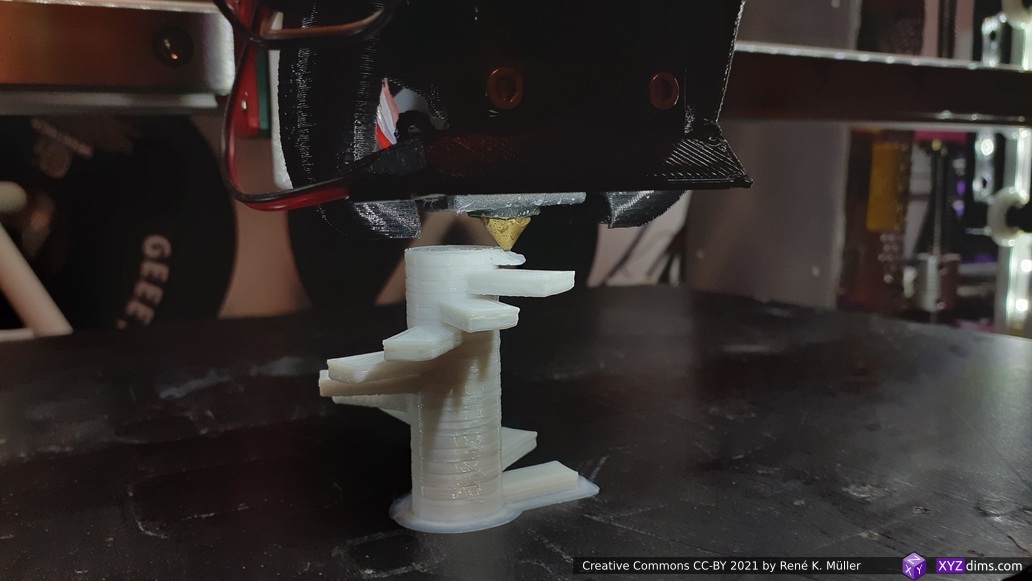
I presented my inhouse developments of ZPlusSlicer and 5DMaker for the first time in public (otherwise just illustrated in About: Big Picture), as of November 2021, it’s not yet published or otherwise documented.
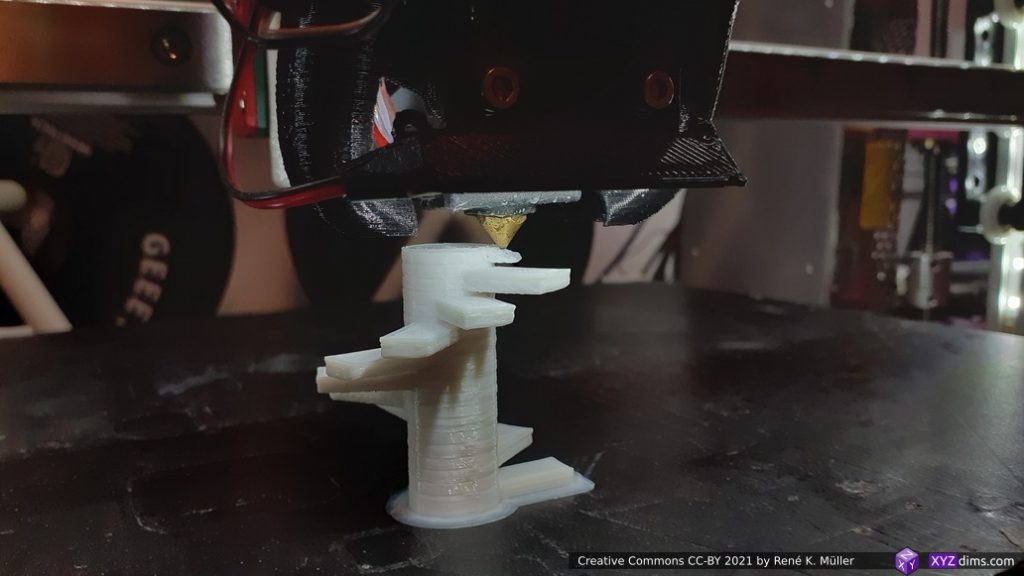
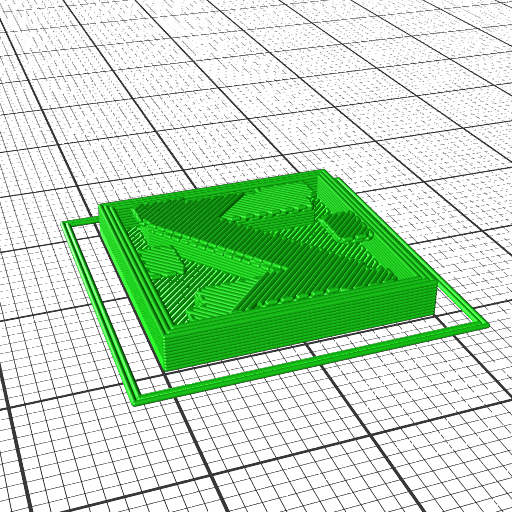
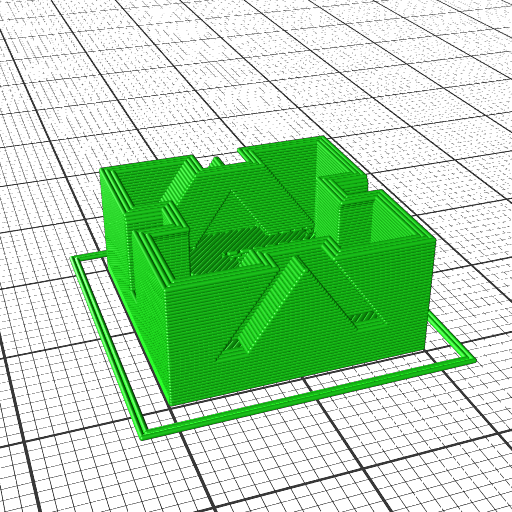
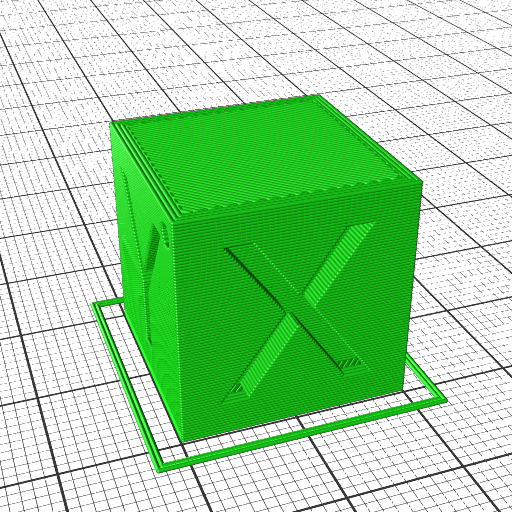
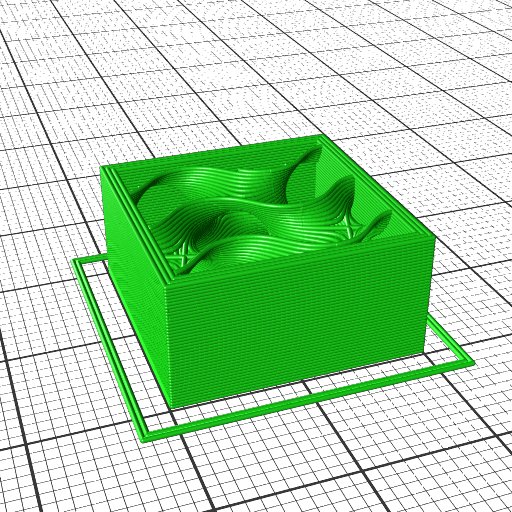
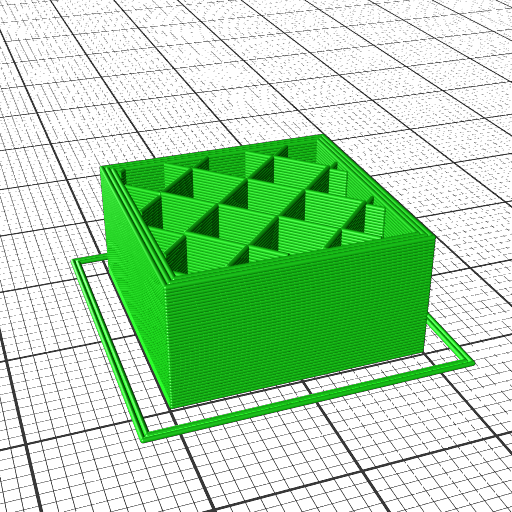
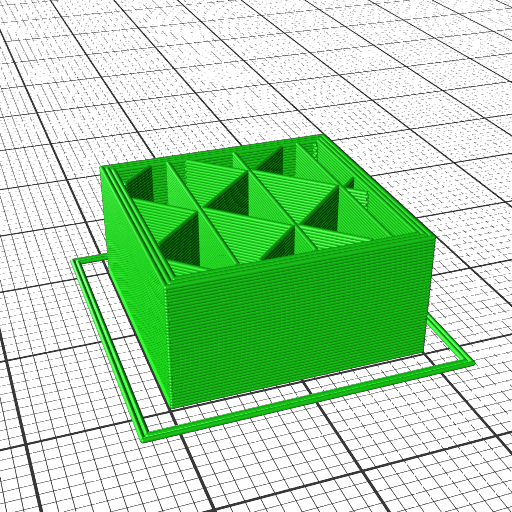
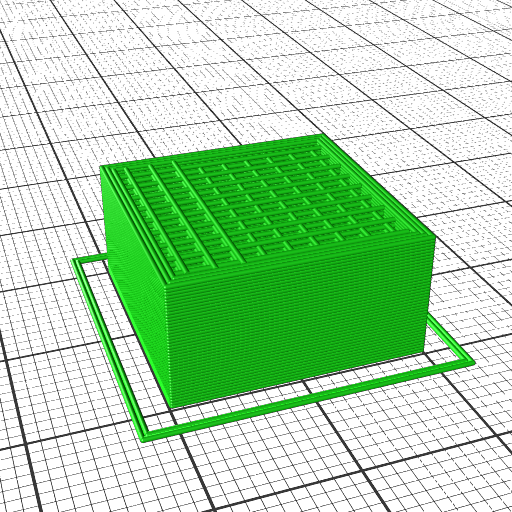
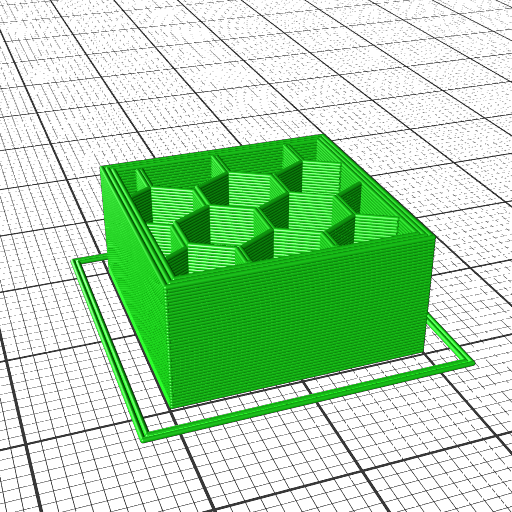
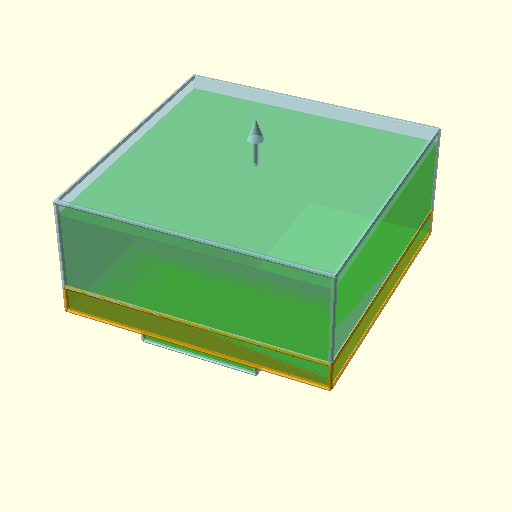
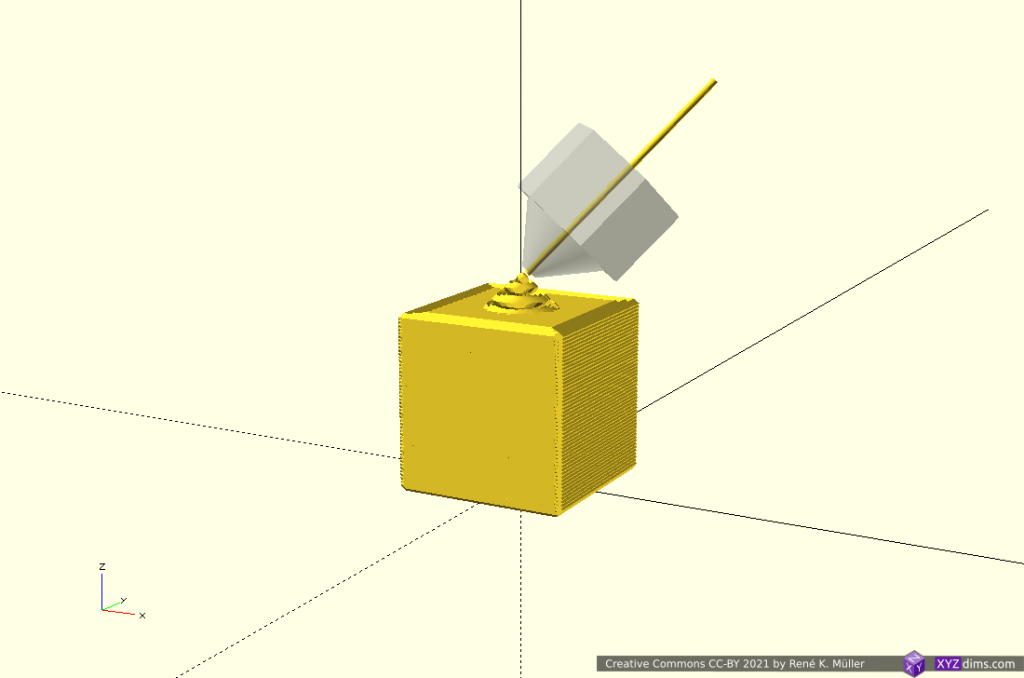
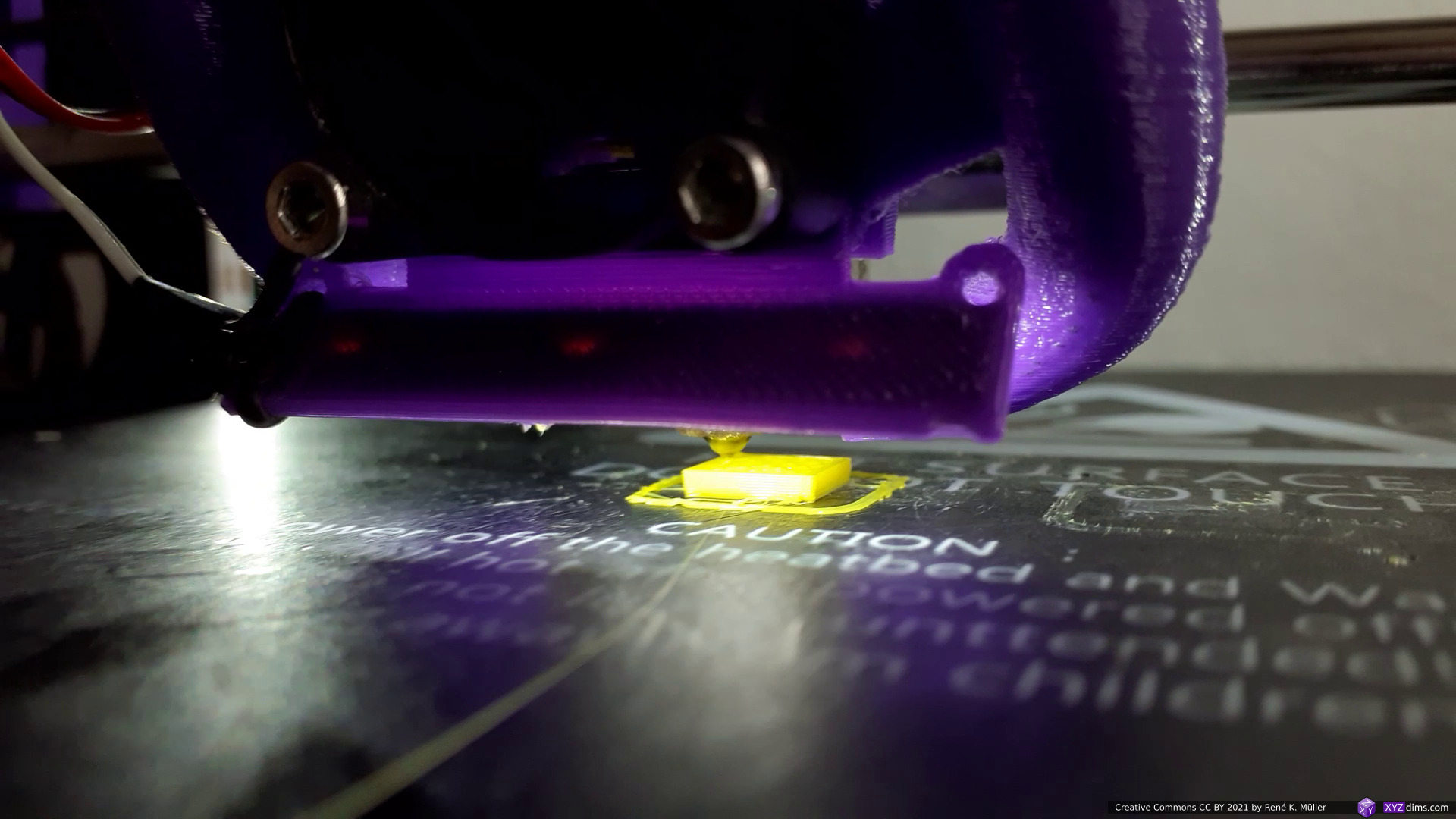
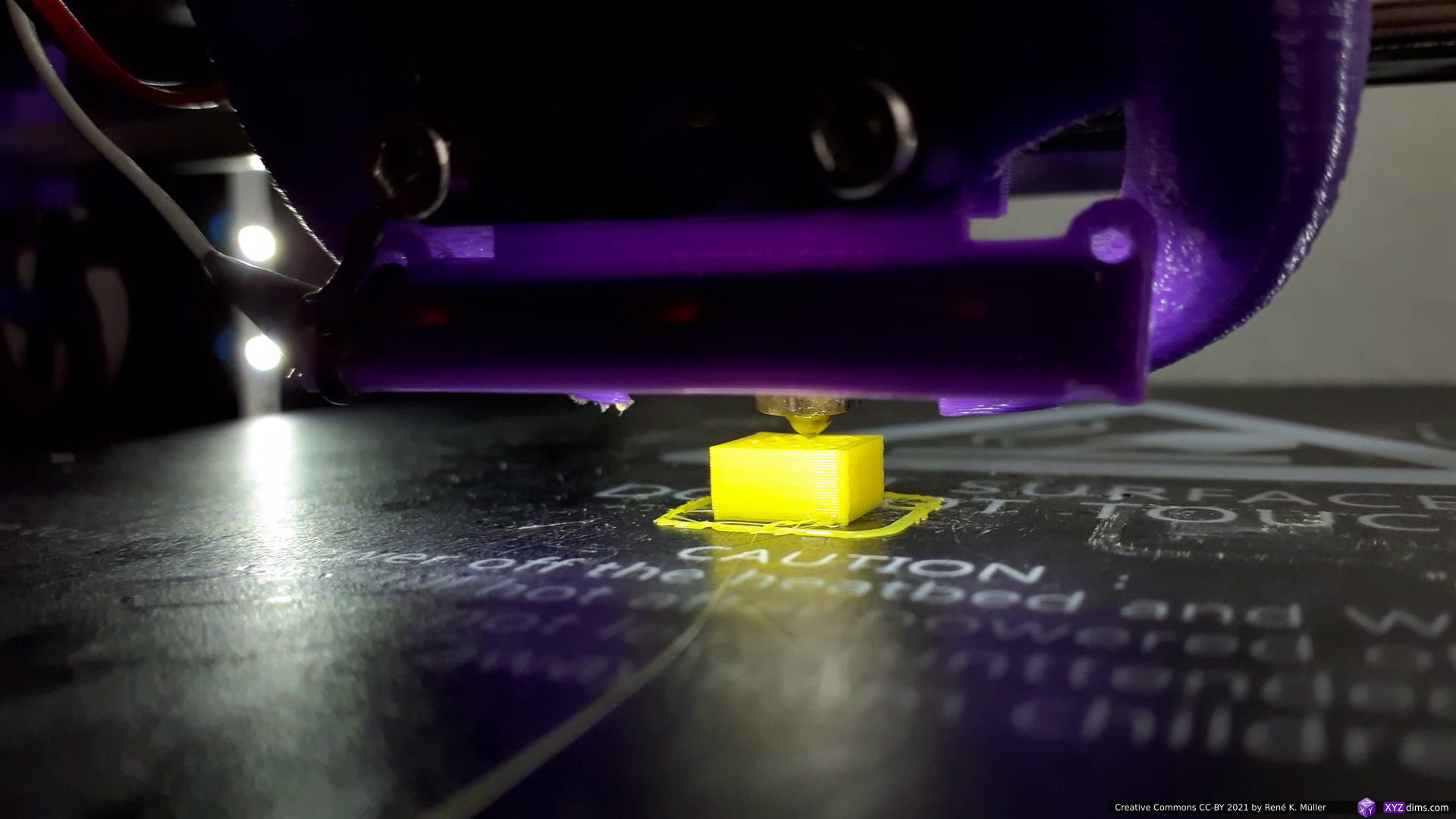
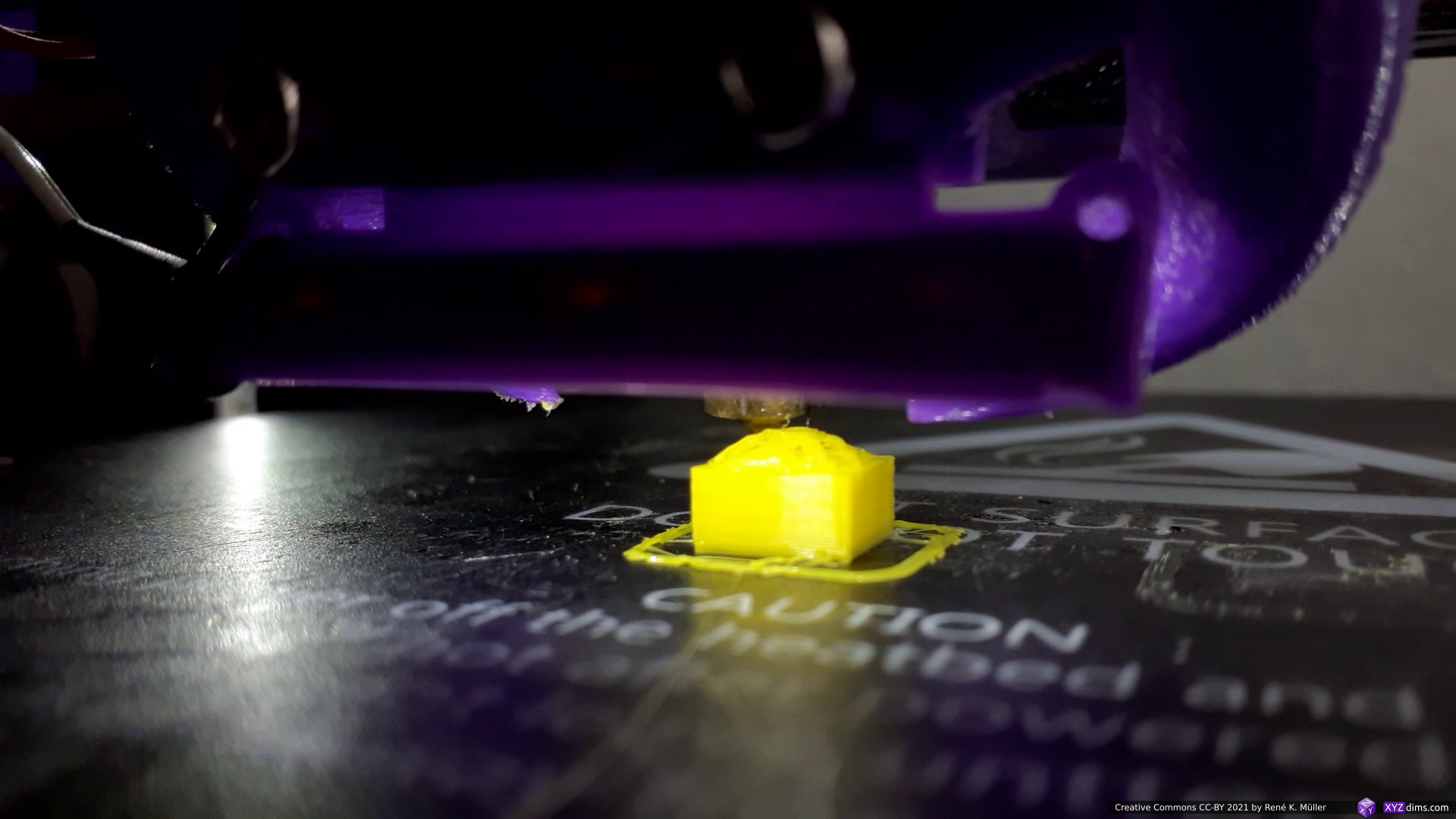
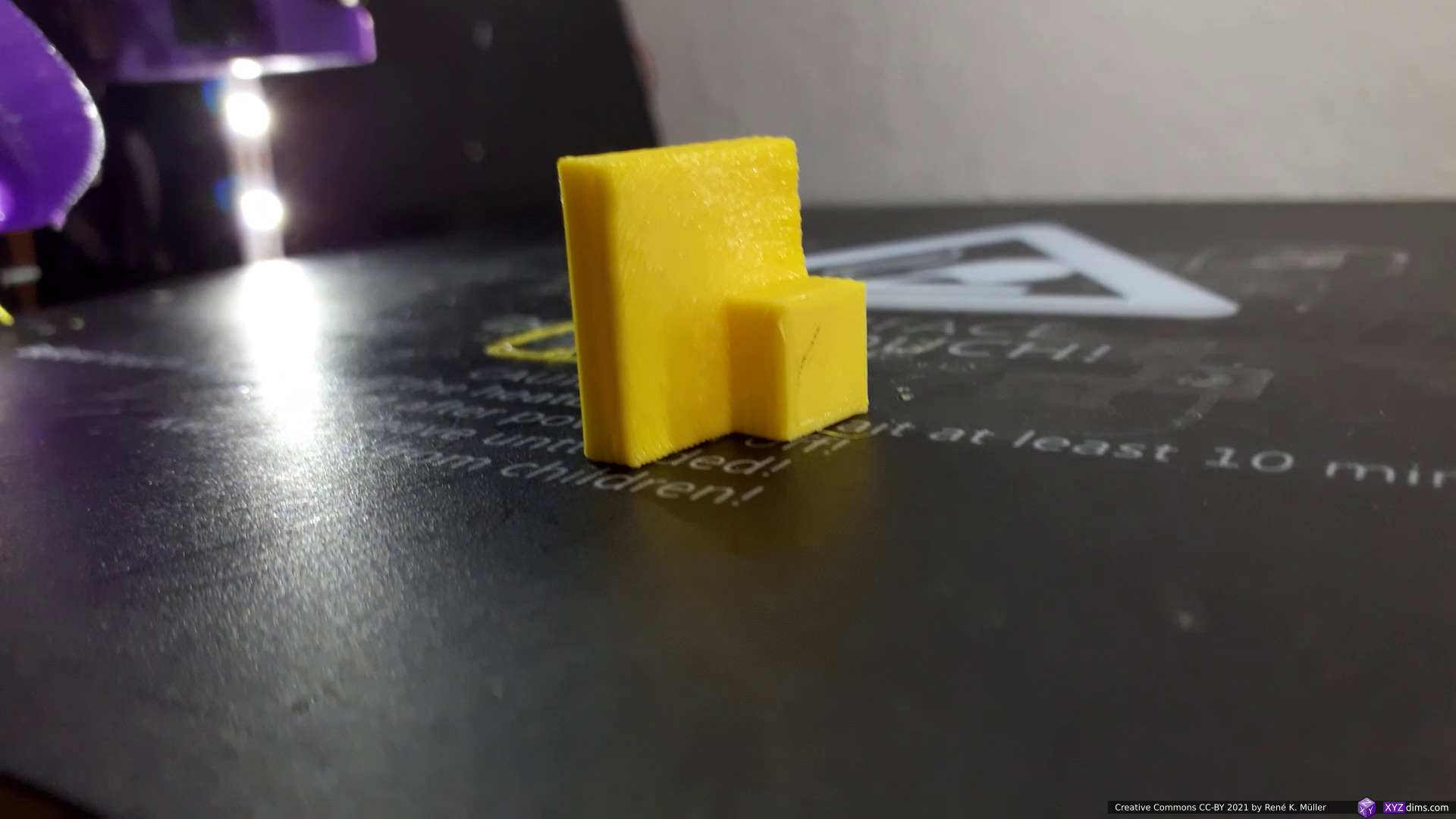
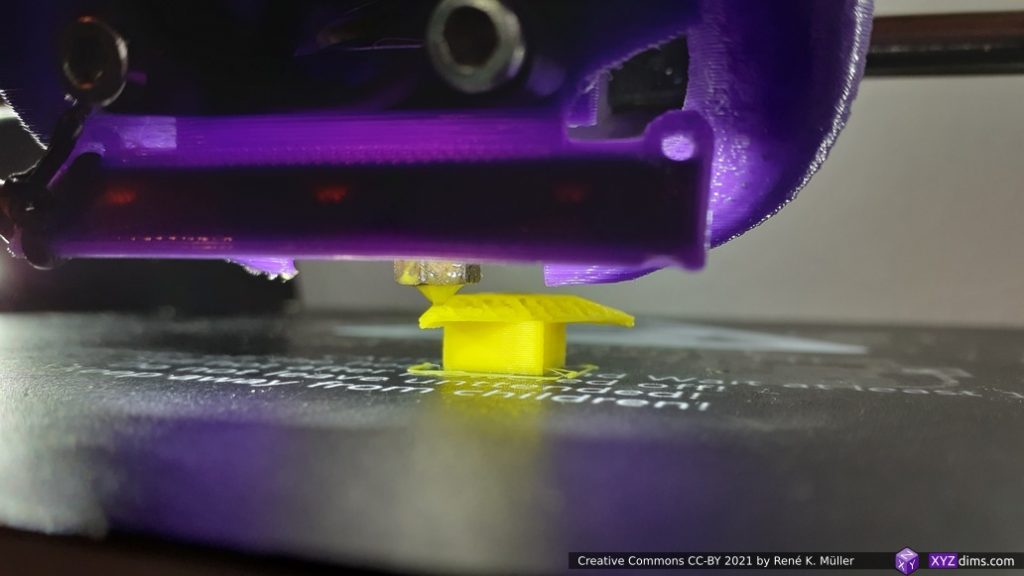
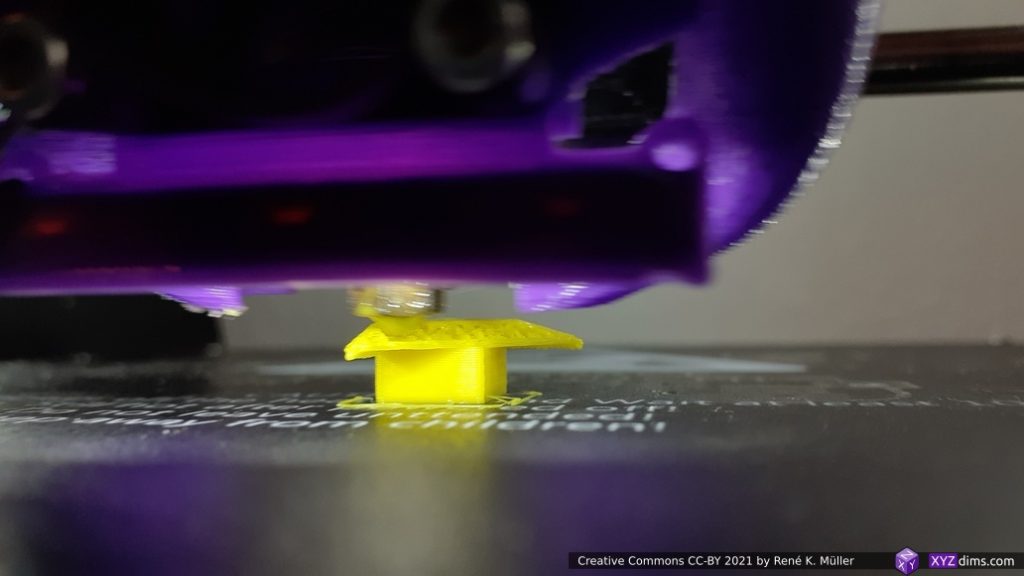
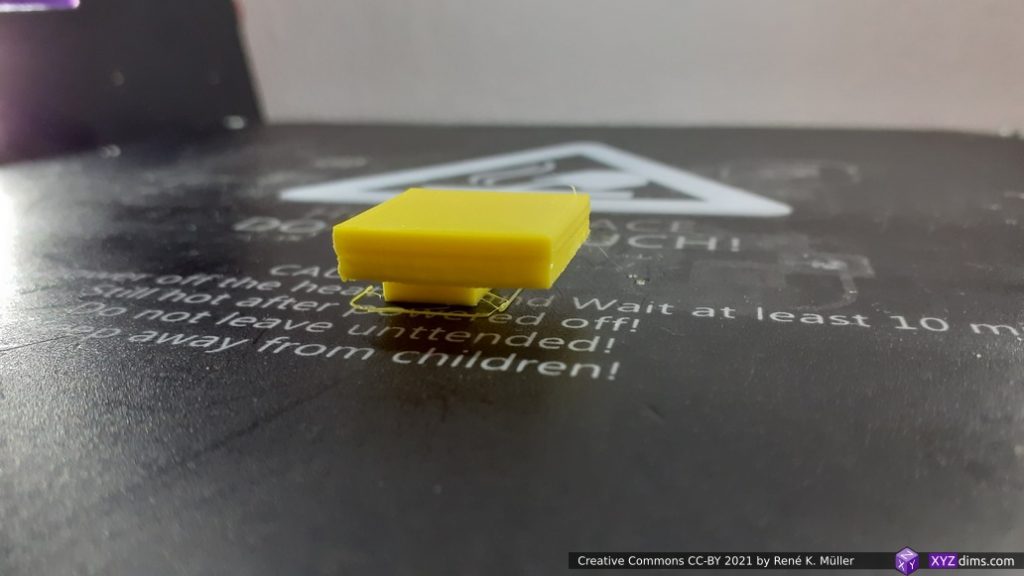
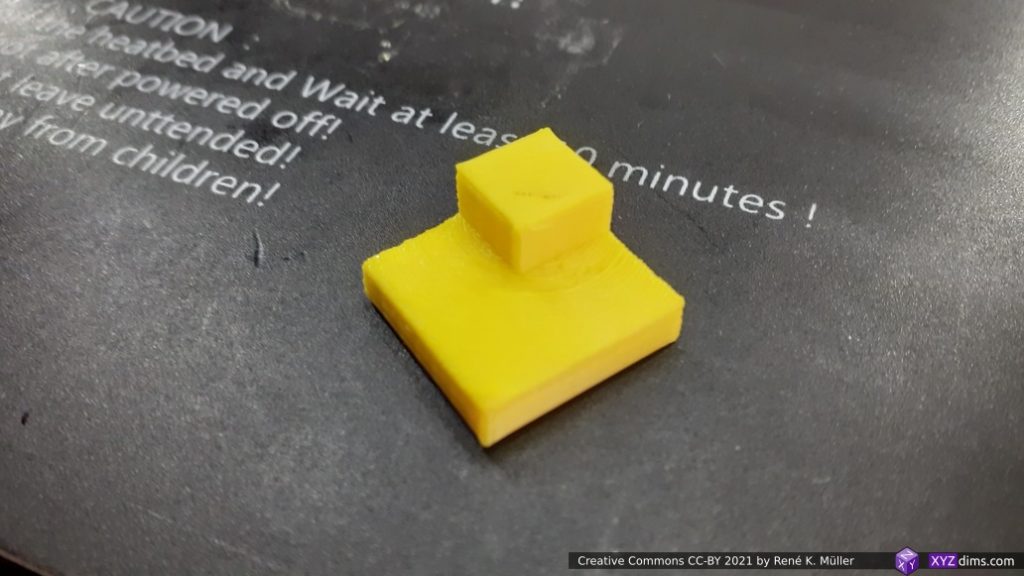
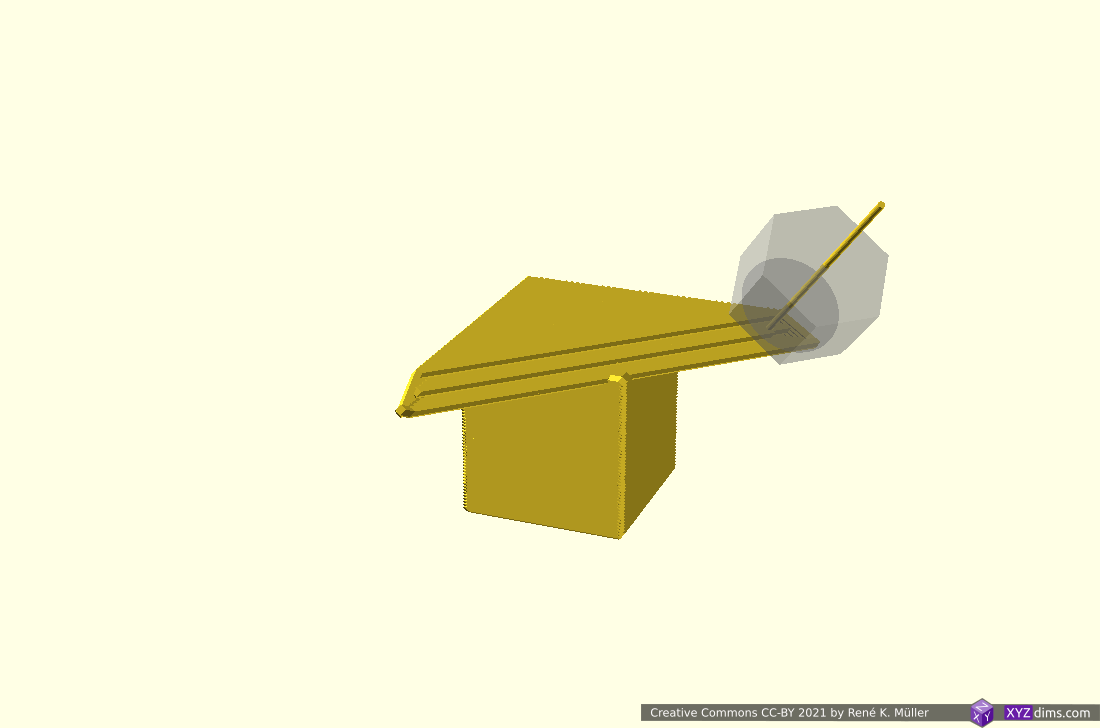
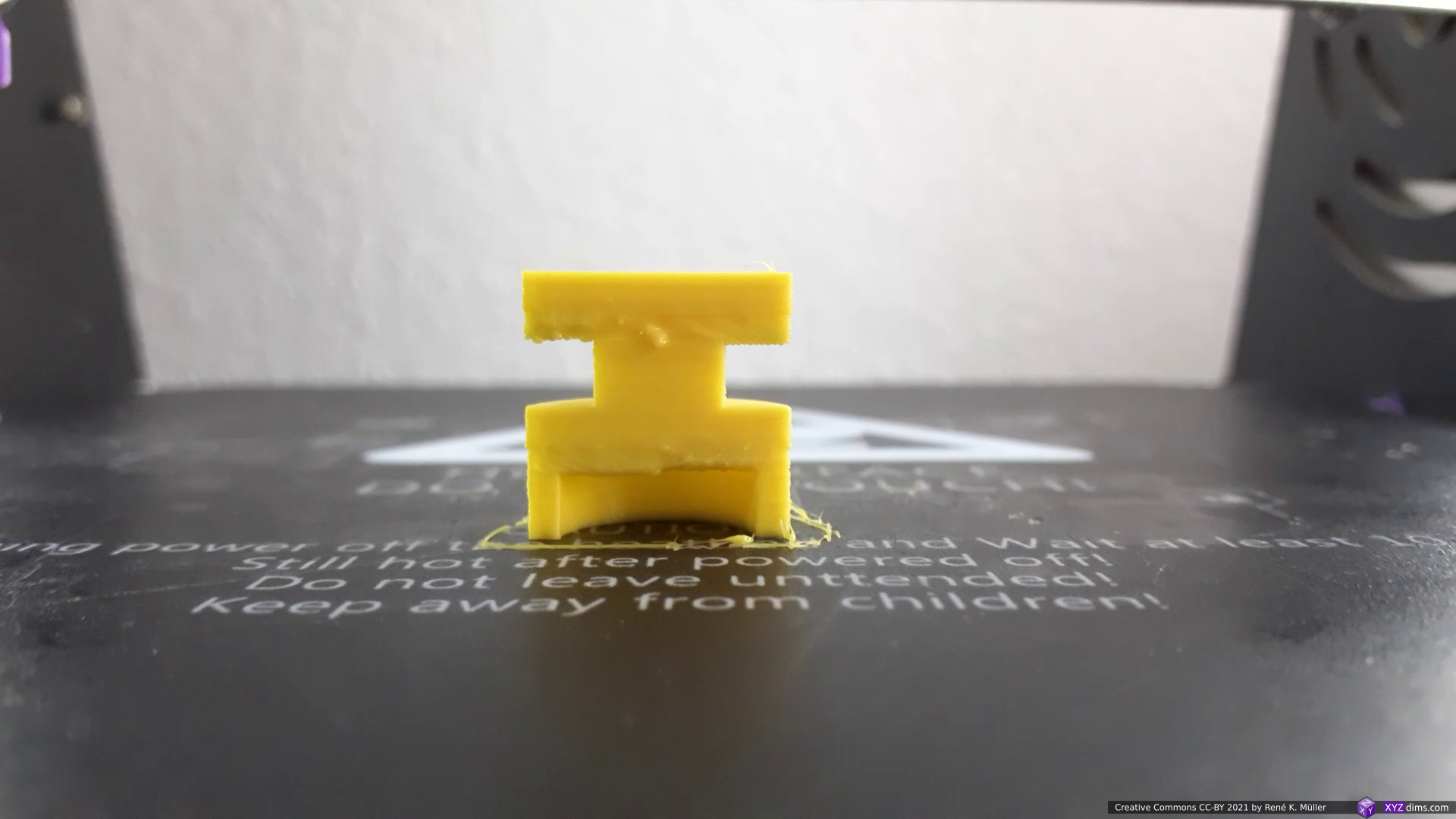
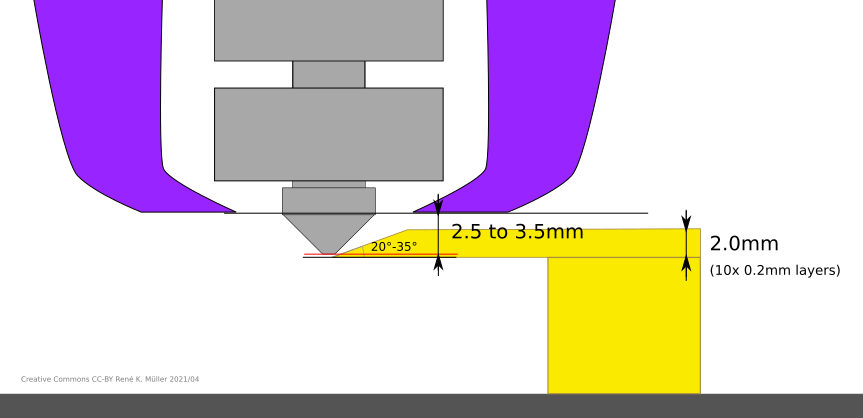
“Overhang stairs” printed without support with ZPlusSlicer & 5DMaker 
Formnext 2021 giveaway samples: “overhang stairs”, printed without support, with ZPlusSlicer & 5DMaker 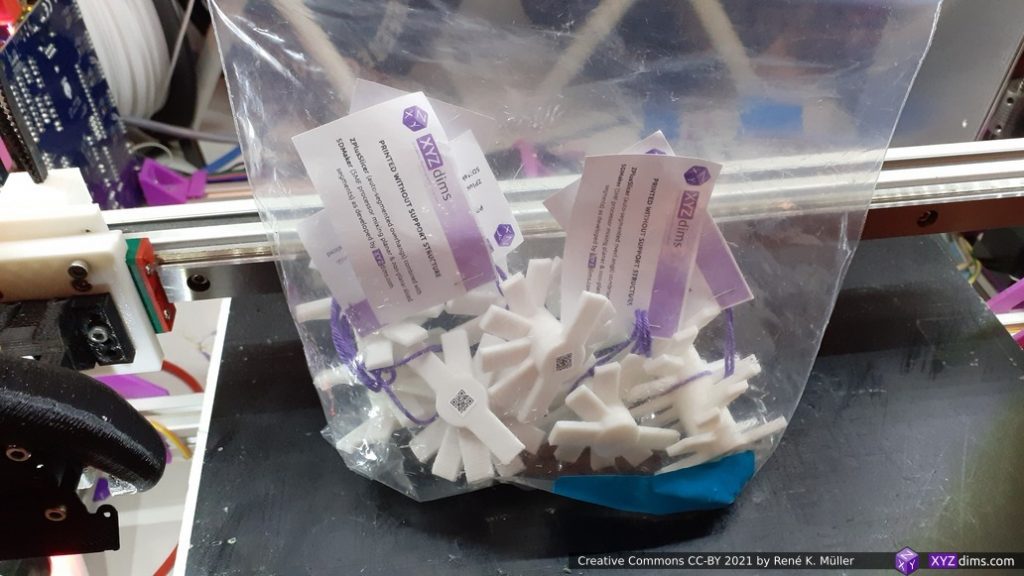
“Overhang stairs” sample prints with labels
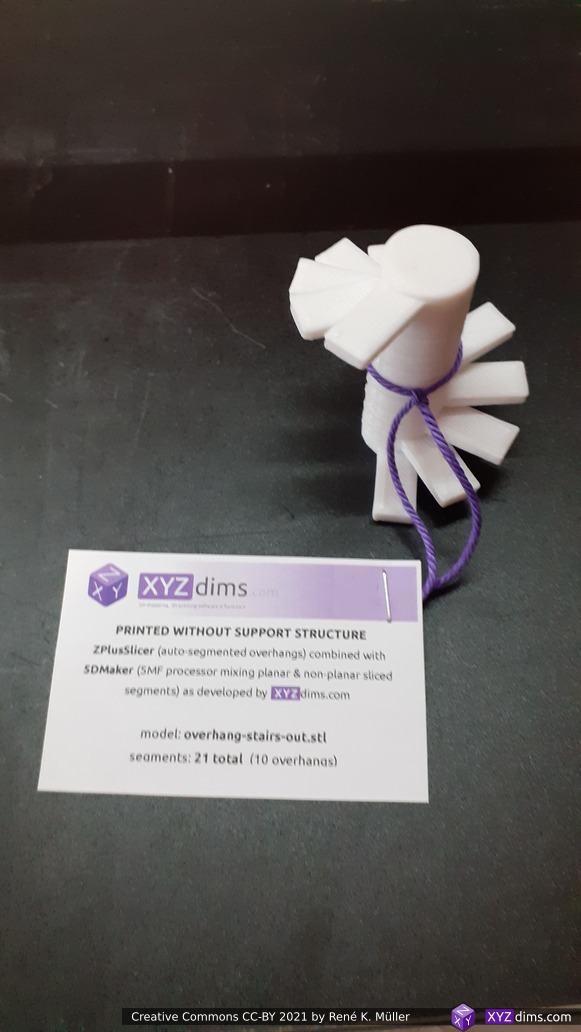
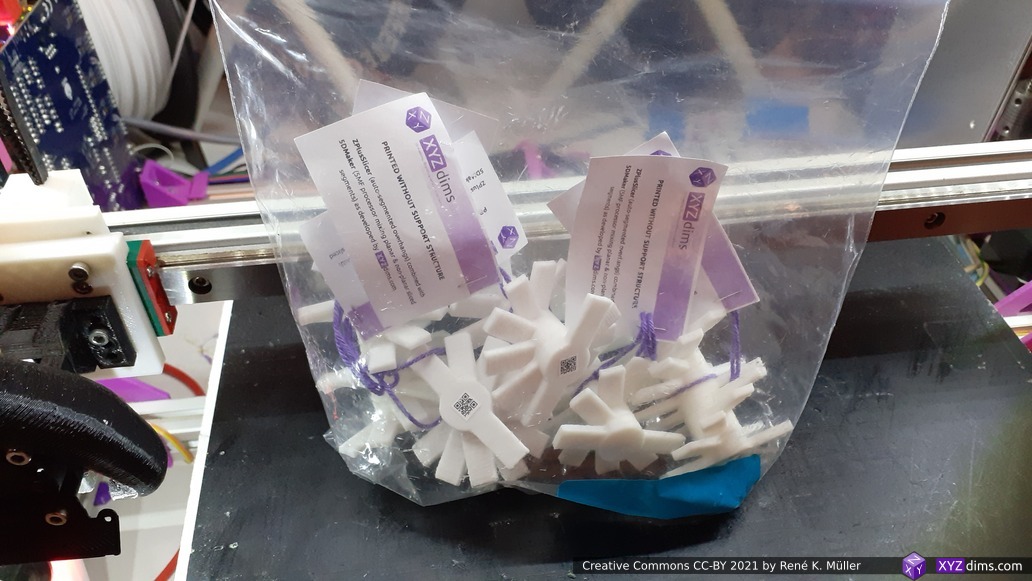
About 40+ samples I handed out and alike amount some brief documentation (on paper) on ZPlusSlicer and 5DMaker (5MF processor) – both in early stage of development, and the “overhang stairs” a proof-of-concept of the benefit of both new conceptual layers on top of traditional slicing. By spring 2022 I will publish more publicly on both products once they matured to Beta stage.
Notables
- Ultimaker: they didn’t have any booth, yet their machines were placed at many booths, resellers kind of represented them – combination of dominance and absence
- Makerbot wasn’t there
- Markforged considers itself as startup but outsiders consider them as big player already – impressive integration of machine, material and slicer, yet, all closed down; hard(er) to integrate with 3rd party software
- nScrypt micro-dispensing on cylindrical or spherical surfaces, PCB 3d printing and pick-place SMD components:

nScrypt 
nScrypt samples 
nScrypt: micro-dispensing on surface



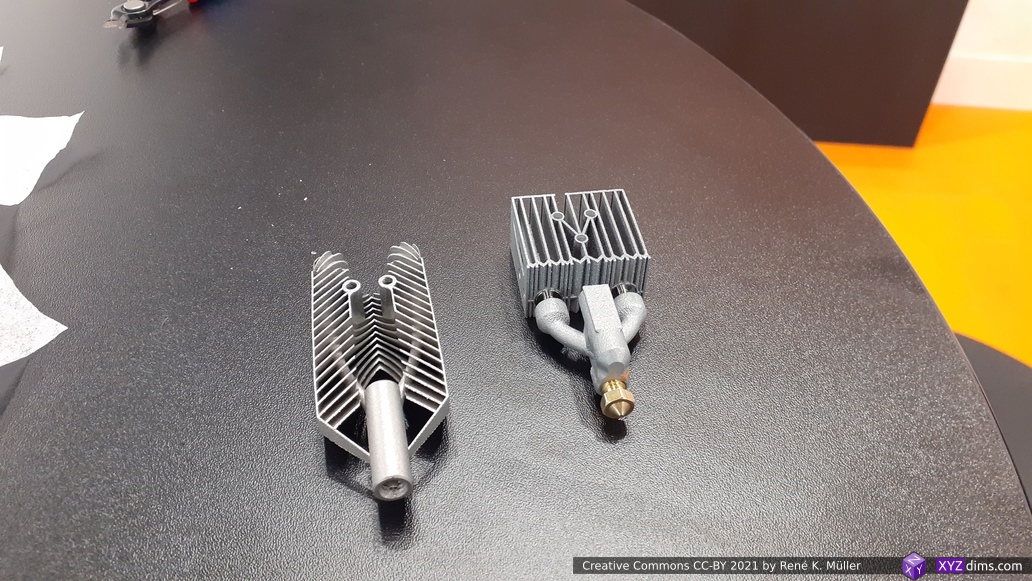
- Krause DiMaTec showed its EDDY 3D printer, slow Z axis, but quite affordable at ~8K EUR for the machine with 600 x 600 x 600mm build-volume, and the 3D metal printed hotend was quite an eye-catcher:

Krause: EDDY 3D printer 
Krause: EDDY 3D printer 
Krause: EDDY, 3D metal printed hotend


- Duplex3D printer: two nozzles starting to print on upper & lower side of the build plate, once reached some distance, the plate is removed (!!) and 3D prints continues in both Z directions (the front glass is very glaring so not many details, also the representatives didn’t want to me to take too close photos):

Duplex 3d printer: prints in both Z directions with 2 nozzles (middle to up, and middle to bottom) 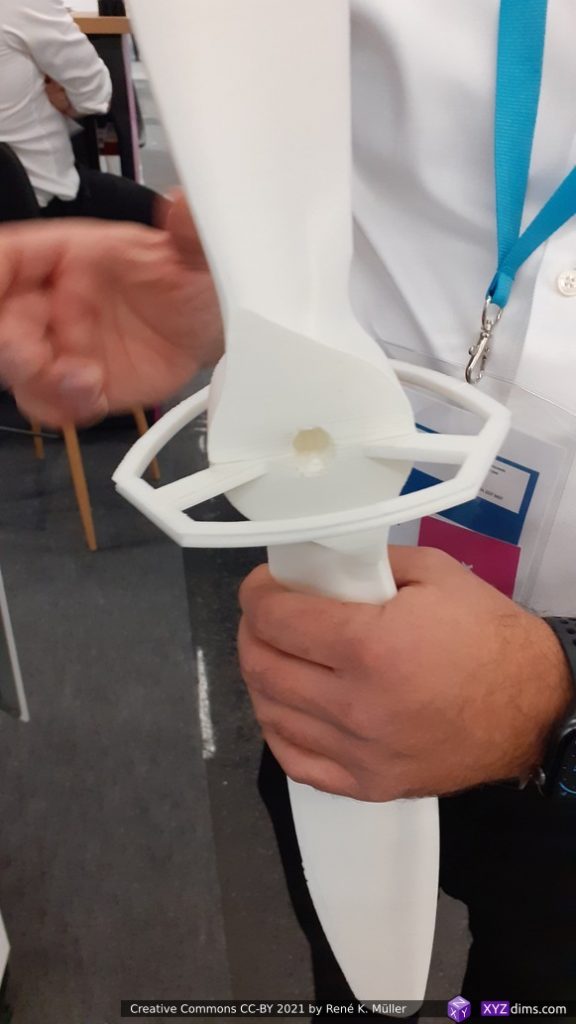
Duplex 3d printer: prints in both Z directions with 2 nozzles (middle to up, and middle to bottom) 
Duplex 3d printer: prints in both Z directions with 2 nozzles (middle to up, and middle to bottom)


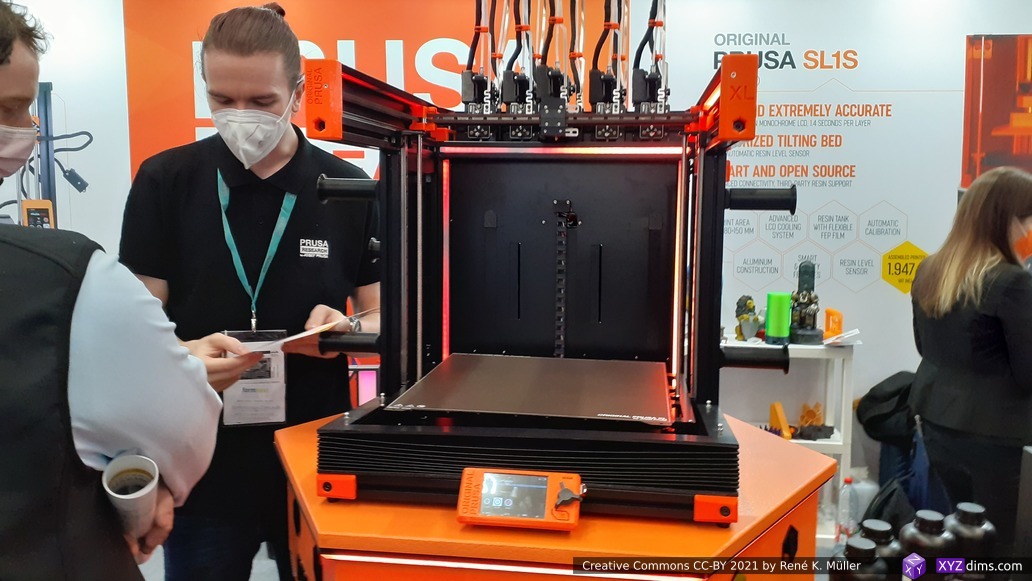
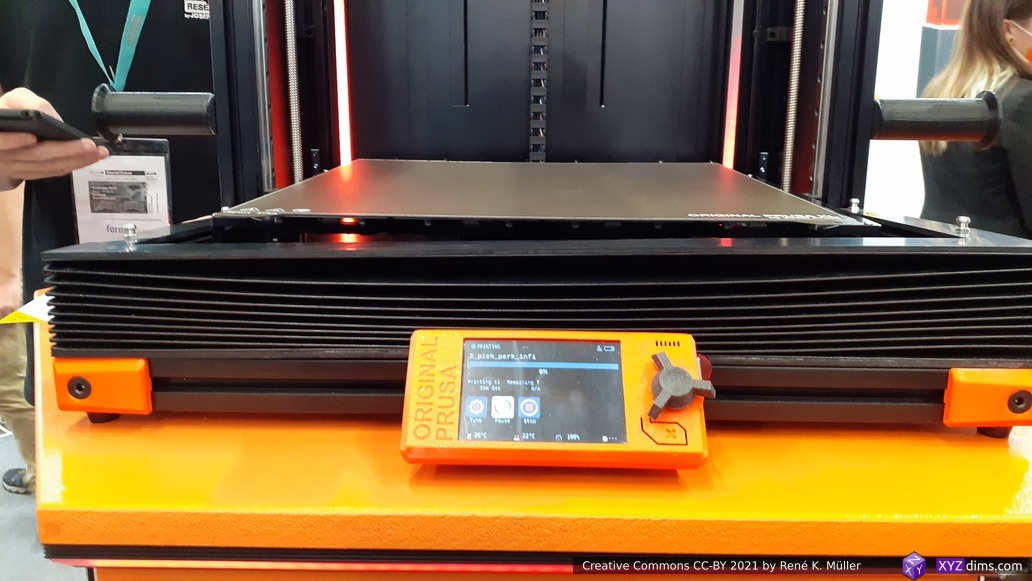
- Prusa Research released its Prusa XL – a Core XY based printer, I took a few photos with a lot of small innovations:
- 360 x 360 x 360 mm build volume
- mechanical pressure-based Z calibration built into the printhead (nozzle probes mechanical on the build plate)
- segmented heating of build plate, heat there where the part is located
- new printhead with geared filament drive motor
- optional tool changer
- optional foldable air-draft prevention
- pricing from 2.5K EUR to 3.5K EUR
- pre-order, delivery Q2/Q3 2022 (!!)

Prusa XL 
Prusa XL tool changer 
Prusa XL 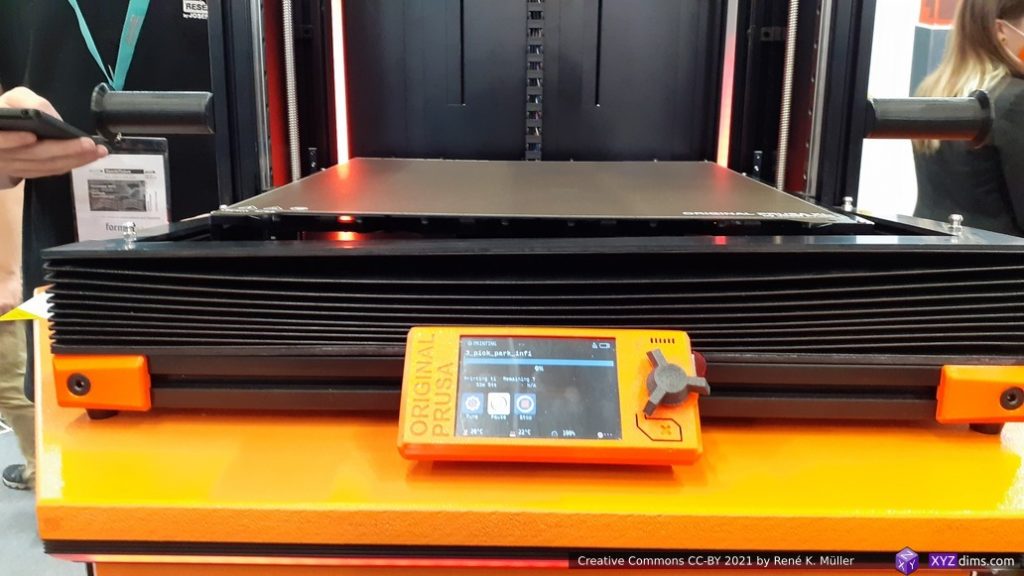
Prusa XL 
Prusa XL



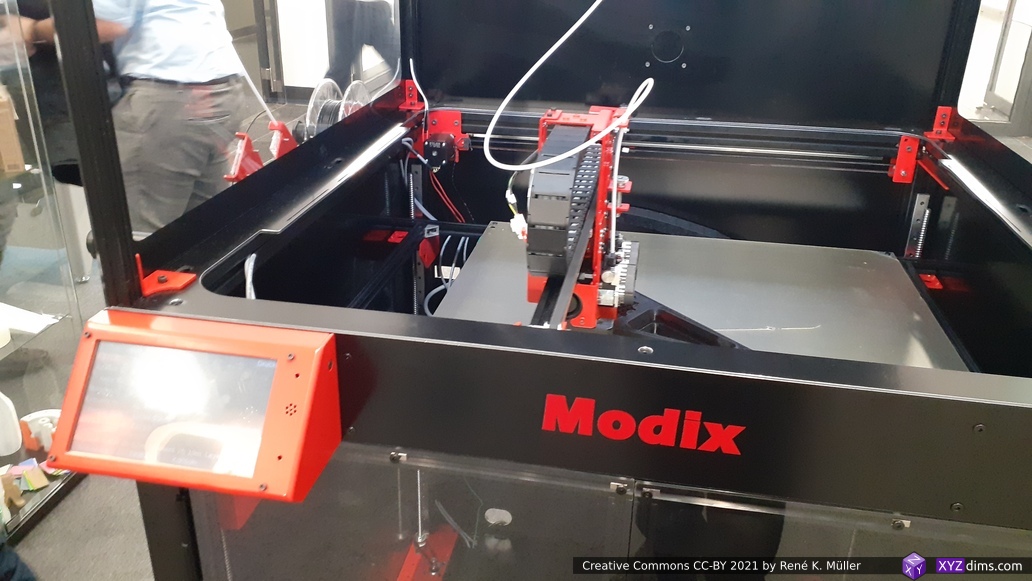
- Modix as sold by 3Dmensional:
- 600 x 600 x 600mm build-volume
- fully enclosed
- DIY kit or fully assembled
- pricing 3.5K EUR (kit) to 6K EUR (assembled)

3DMensionals 
Modix DIY kit 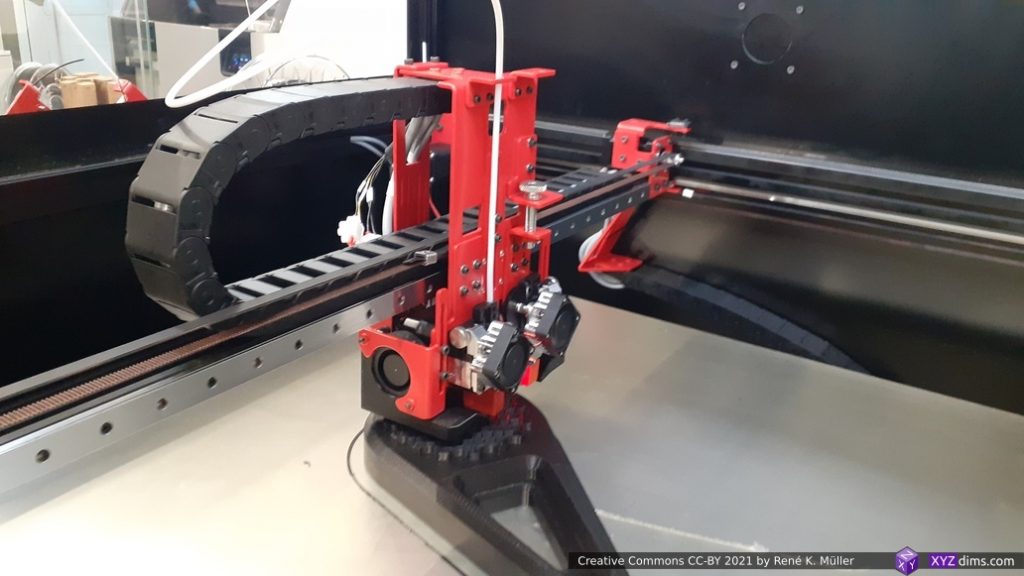
Modix DIY kit


- TreeDFilaments: 55 different materials
- Kimya: materials too, great (paper) catalogue with detailed information on how to print their filaments and use-cases
Formnext 2021 Impressions

Sintratec 
BCN3D 
Desktartes 
Craftbot Machines & Slicer 
Print&Go 
Print&Go GUI 
Intamsys & Evonik 
AIM3D 
Metrotom 3D Printer 
3DGence Element 
Prusa Research 
Prusa Research 
3D printed Groot 
Prusa Research 
AMT 
Massivit 3D: curing 3d printed gel 
Massivit 3D: multiple cams 
Polymaker 
Polymaker colors 
More Polymaker colors 
6 Axis FDM 
Massive print 
Formnext 2021 
Raise3D 
Raise3D IdeaMaker 
Zotrax 
Harz Labs 
miniFactory 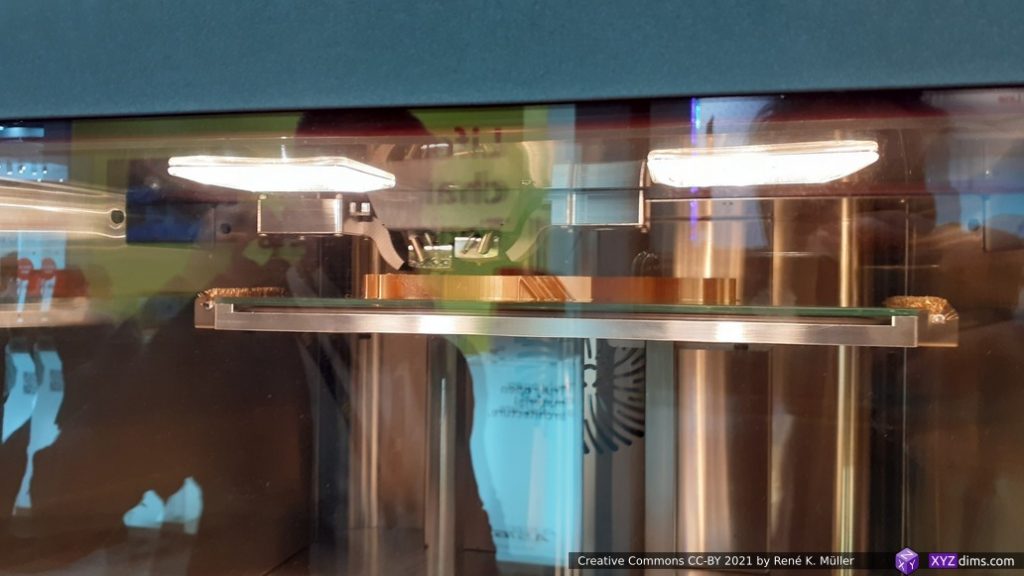
miniFactory 
TreeDFilaments: 55 Materials 
Total Z 
APS tech solutions & Wizard 480+ 
Wizard 480+ samples 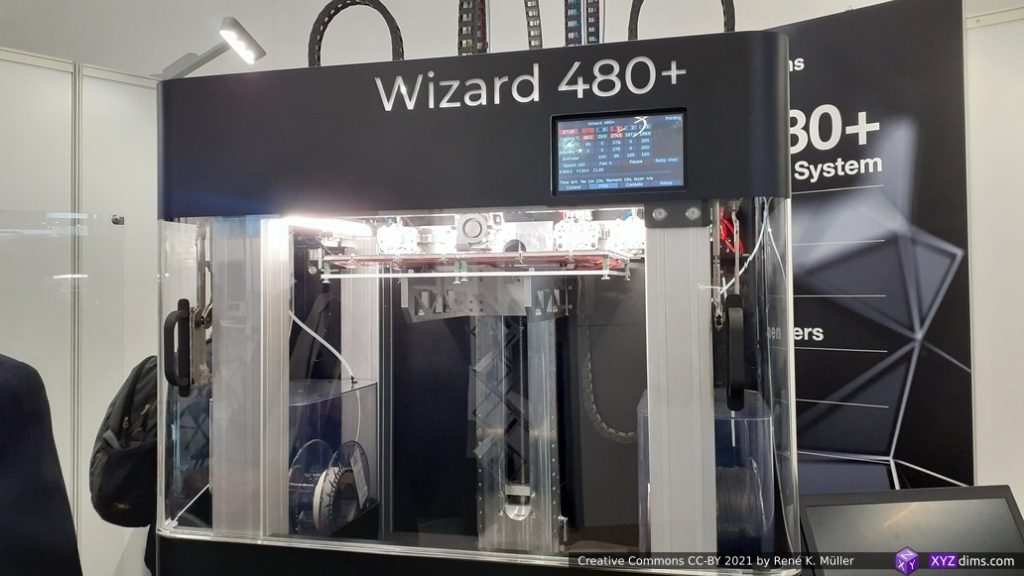
Wizard 480+ 
Dyze Design 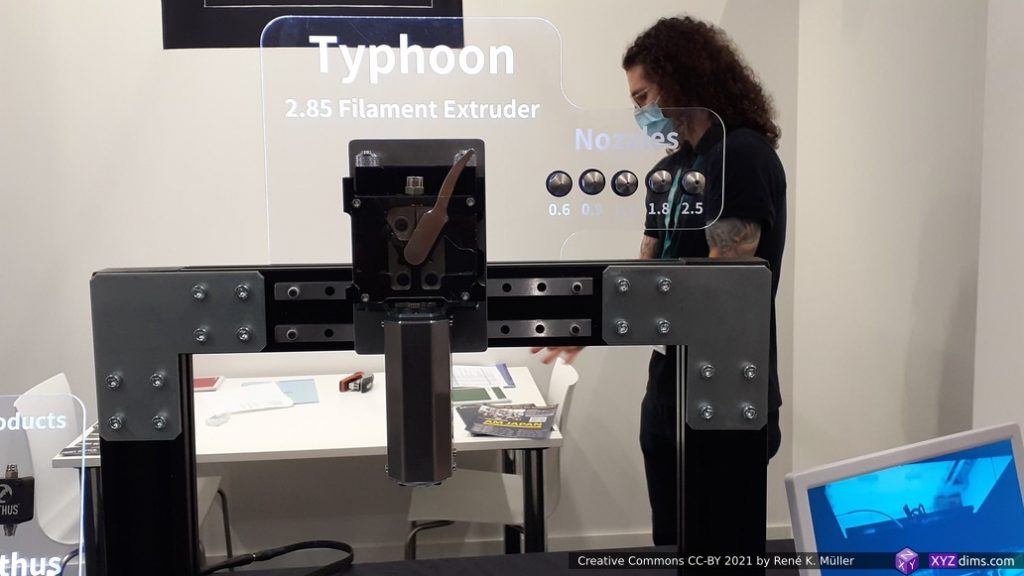
Dyze Design: Typhoon Hotend 
Bigrep 
Bigrep Pro 
Bigrep Pro 
Stratasys 
Formlabs 
3D Systems 
Materialise 
IGO3D 
AIM3D: Post processing 
AIM3D: post processing 
WASP 
Polymaker materials 3Dmensionals Modix DIY kit Modix DIY kit 
Additive Laser Technology / alt-print.com 
Novum & VTT 
Lunovu 
Fraunhofer 
Nexa3D 
Markforged 
Markforged: Continuous Carbon and Glass Fiber 
Markforged: Continuous Carbon Fiber 
Autodesk 
AM Solutions 
DMG Mori 
AMG Mori: Lasertec 65 3D Hybrid 
DMG Mori: Lasertec 65 GUI 
DMG Mori Lasertec 65 swappable tools 
Renishaw 
DNAam 
nTopology 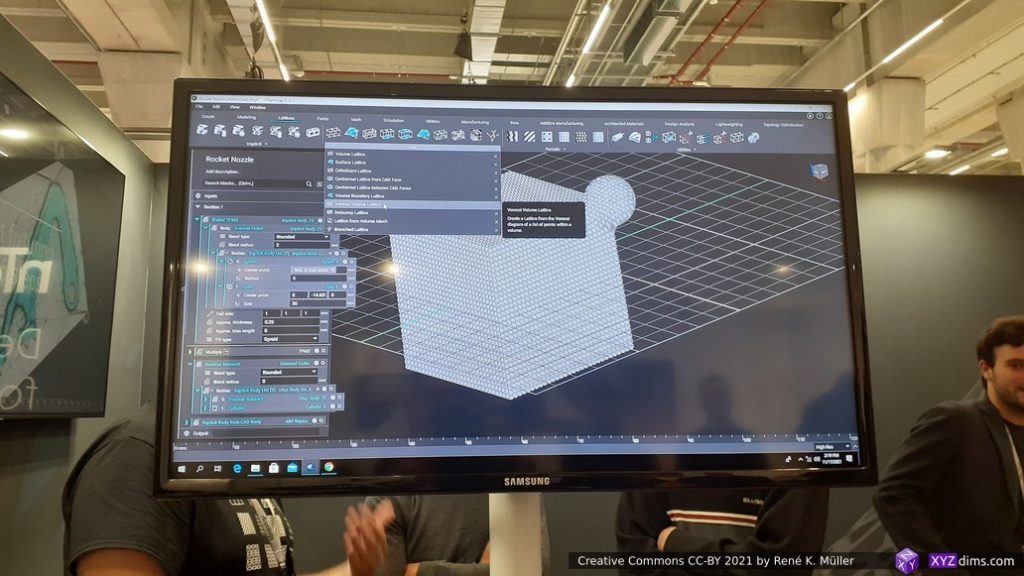
nToplogy GUI 
Creality 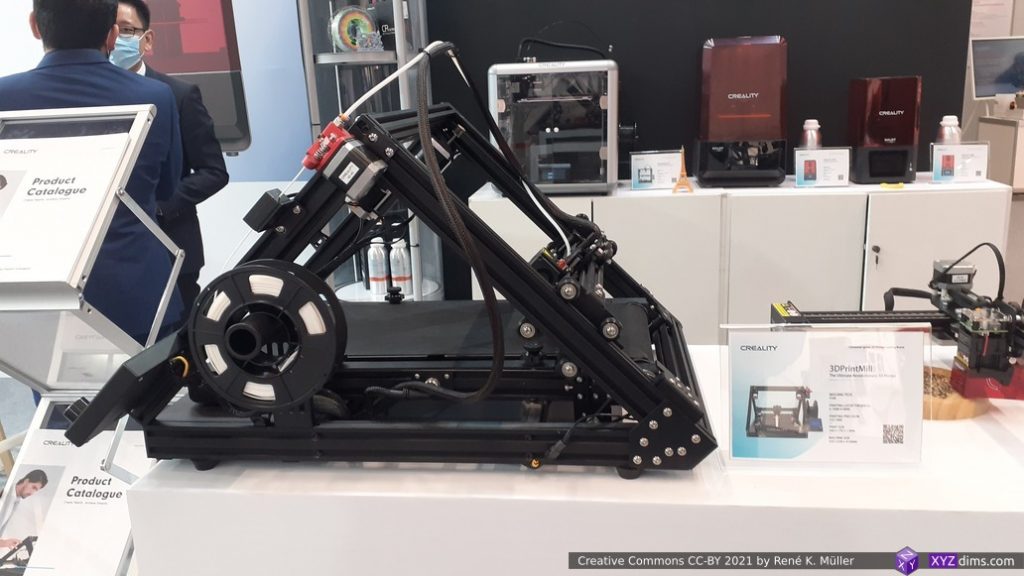
Creality CR30 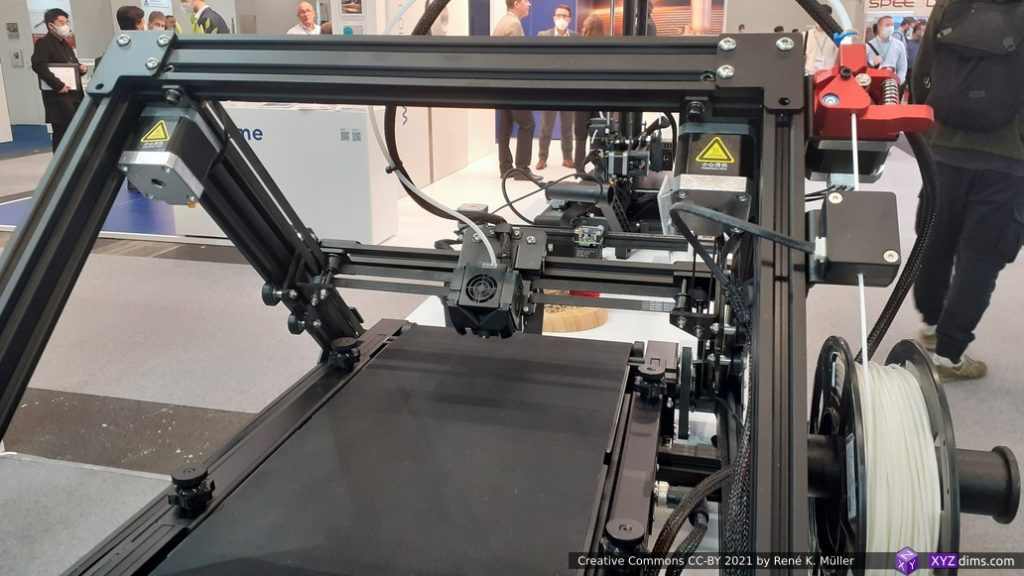
Creality CR30 
Creality 
Creality 
WASP 
WASP: huge nozzle 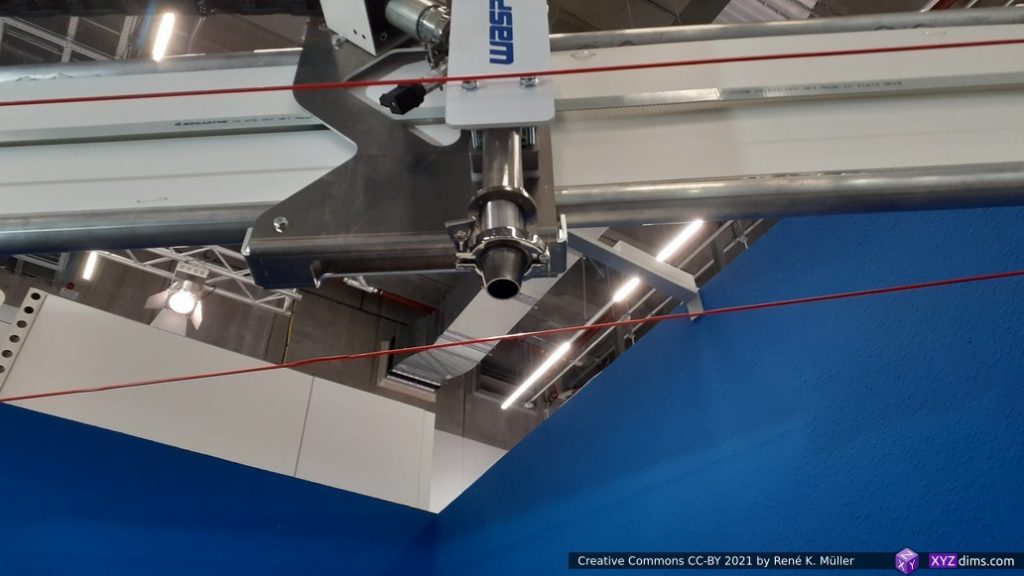
WASP: huge nozzle 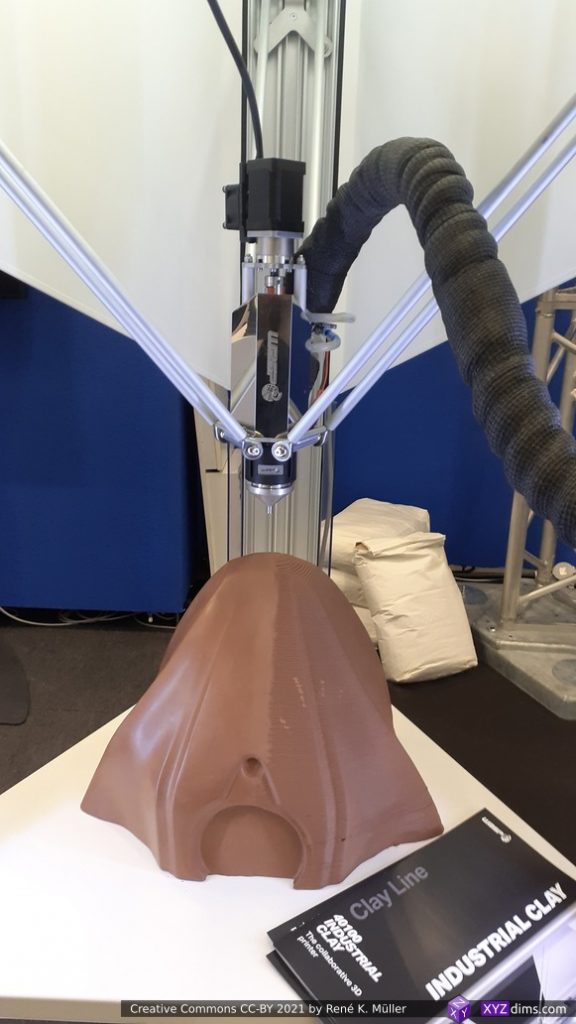
WASP: printing clay 
WASP: printing clay 

AZUL 
Renishaw: delta-based multi-head calibrator 
Renishaw: delta-based multi-head calibrator 
Aon3D 
Aon3D printhead 
Aon3D 
Aon3D 
Aon3D print with support 
TU Berlin: Prusa Mendel enclosed, certified for schools 
TU Berlin: Prusa Mendel enclosed, certified for schools, ventilation 
Prusa Resarch: robot dog (remote controlled) 
Arburg Freeformer 300-3X 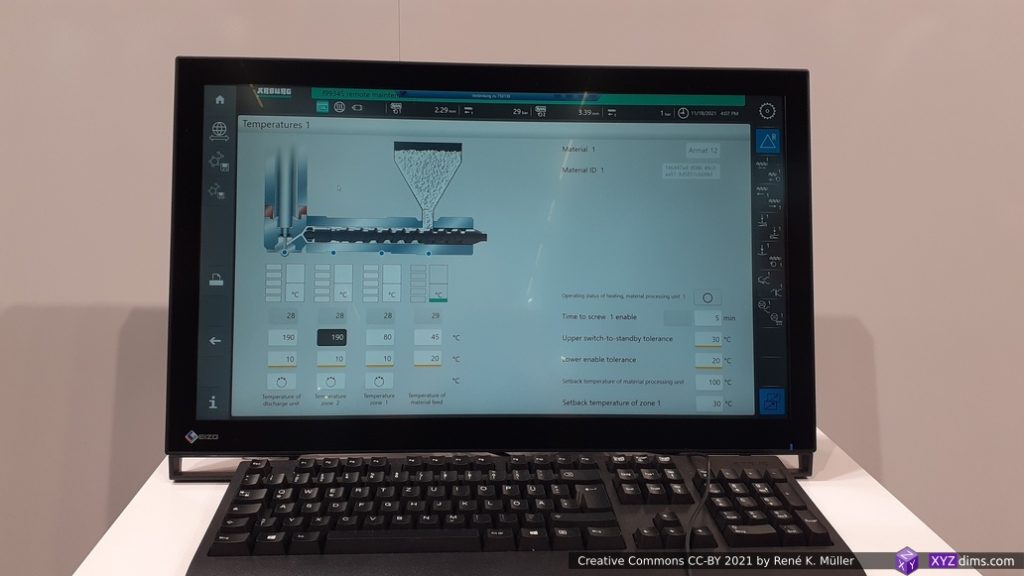
Arburg Freeformer GUI 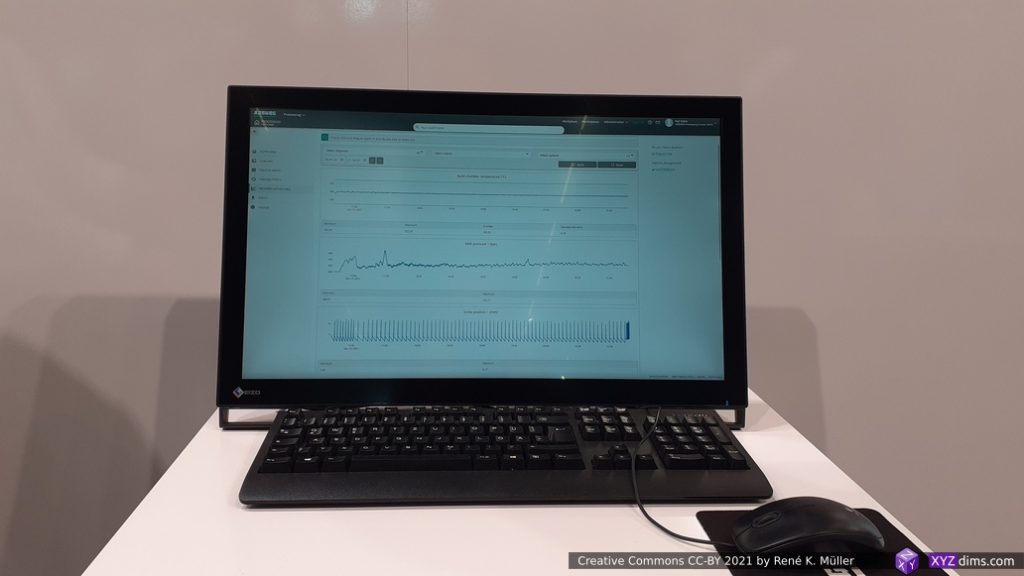
Arburg Freeformer GUI 
No STL 
Craftbot 
BCN3D 
Yizumi / SpaceA 
Yizumi 
eMotion Tech: Strateo 
Chromatic: liquid deposition 
Zaxe 
Pollen: delta printers 
Pollen: delta printer, moving bed, steady nozzle 
3D printed concrete 
3D printed concrete 
3D printed metal 
3D printed concrete 
BASF materials 
BASF materials 
iFactory3D: belt printers made in Germany (photo by iFactory3D) 
Essentium 
Essentium HSE 240 HT 
Essentium HSE 240 HT GUI

People vs Companies
Although all the companies appear quite anonymous, if you spend more than just a few minutes, and are able to talk to some technical skilled people – aside of the sales representative – you will notice “normal” people with the same passion like you and me: 3D printing enthusiasts, who turned their hobby into a professional passion, either as a startup or joining a bigger company to explore 3D printing further.
The most worthwhile and interesting interactions were the ones I had with little business aim but technical exchange on new slicing methods and algorithms, new G-code extensions or pre-/post-processing, and new hardware designs in particular 4-axis approaches by different individuals and companies based on my slicing software and hardware designs they found via my YouTube videos – which was quite a revelation for me.
Covid & Expo
As of November 2021, Covid-19 isn’t over but I was glad to explore Formnext 2021 in person, a “2G event”, means, either one had to be vaccinated or recovered from Covid. The first days most people worn masks, by each day less and less – me included, as it was hard to talk with the mask on and hear each other properly even standing close to each other due the overall noise level in the halls.
Mood
Certainly the overall mood was great among the exhibitors and visitors as well – professional interest, respectful cordial interactions – less noisy than in 2019 which was more hectic due more visitors overall. Tuesday (1st day) and Friday (last day) had less visitors, whereas Wednesday and Thursday was quite overwhelming and significant more visitors.
At last, some impressions of Frankfurt (Germany) itself . . .

“Hammering Man” (animated) with small sign for Formnext 2021 
Alte Oper Frankfurt (Old Opera) 
Skyscrapers of Frankfurt 
Deutsche Bank, impressive building & architecture 
Tower 185 in Frankfurt 
Frankfurt 
Lightsculpture by Christian Herdeg – “Synergie / Synergy”, Platz der Einheit, Frankfurt 
Frankfurt am Main (river)





That’s it.